Delta RMC151 User Manual
Page 196
RMC70/150 and RMCTools User Manual
b. In one of the task columns, choose the user program you created. Make sure
no other user programs will ever run on that task.
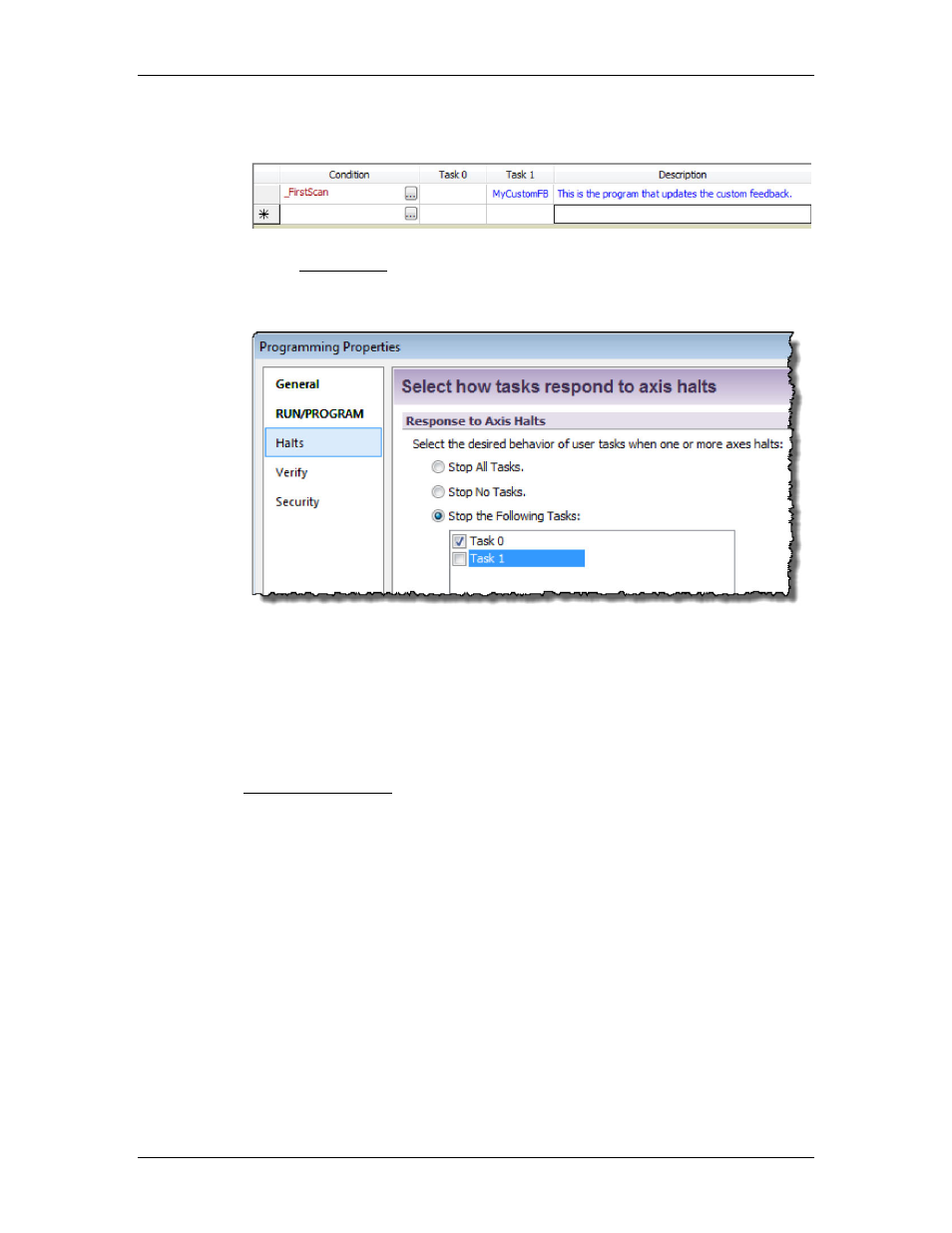
3. Make sure the Task does not stop when an axis halts.
a. In the Project Pane, right-click Programming and choose Properties.
b. On the Halts page, choose Stop the Following Tasks.
c. Uncheck the box for the task that will be running the user program.
Verify the Custom Feedback is Correct
Before verifying that the custom feedback value updates correctly, you will need to make
sure the other feedback values used in the calculation are correct. For example, it your
custom feedback calculates the average of two physical pressure inputs, make sure those
pressure inputs are set up properly and operating correctly before verifying the custom
feedback.
To verify the custom feedback:
a. Make sure the axis is in RUN mode, and the user program you made is running.
b. In the Axis Status Registers, on the All tab, expand the Feedback or
Pressure/Force Feedback section.
c. The Custom Counts register displays the value as written to it by the user program.
Making sure this value updates properly as the axis moves.
Tune the Axis
After completing all the steps above, the axis is ready to be tuned. You will need to
manually tune the axis, because auto-tuning cannot be used in RUN mode.
Error Handling
An axis with custom feedback will receive a No Transducer error if any of the items below
occur. The No Transducer error will then cause the axis to halt according to the No
Transducer Auto Stop setting.
•
The Custom No Transducer error bit is set.
•
The Custom Feedback Auto-Fault Mode is violated (see Custom Feedback Auto-
Fault Mode below).
•
The Custom Counts value is NaN, Inf, or -Inf. These values can result from undefined
operations, such as divide by zero.
176
Delta Computer Systems, Inc.