3commissioning – Lenze 8400 User Manual
Page 75
Lenze · 8400 protec HighLine · Reference manual · DMS 3.0 EN · 03/2013 · TD05
75
3
Commissioning
3.8
Commissioning of the "Table positioning" technology application
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
2. Select number 3 in the Profile number list field to enter a positioning profile which can be
selected via digital input DI5.
3. Set the profile parameters:
4. After entering the profile, click the Back button to change back to the Overview Signal flow
dialog level.
Related topics:
Operating mode change with profile number
More detailed information on the technology application:
Internal interfaces | Application block "LA_TabPos"
Process data assignment for fieldbus communication
Terminal assignment of the control modes
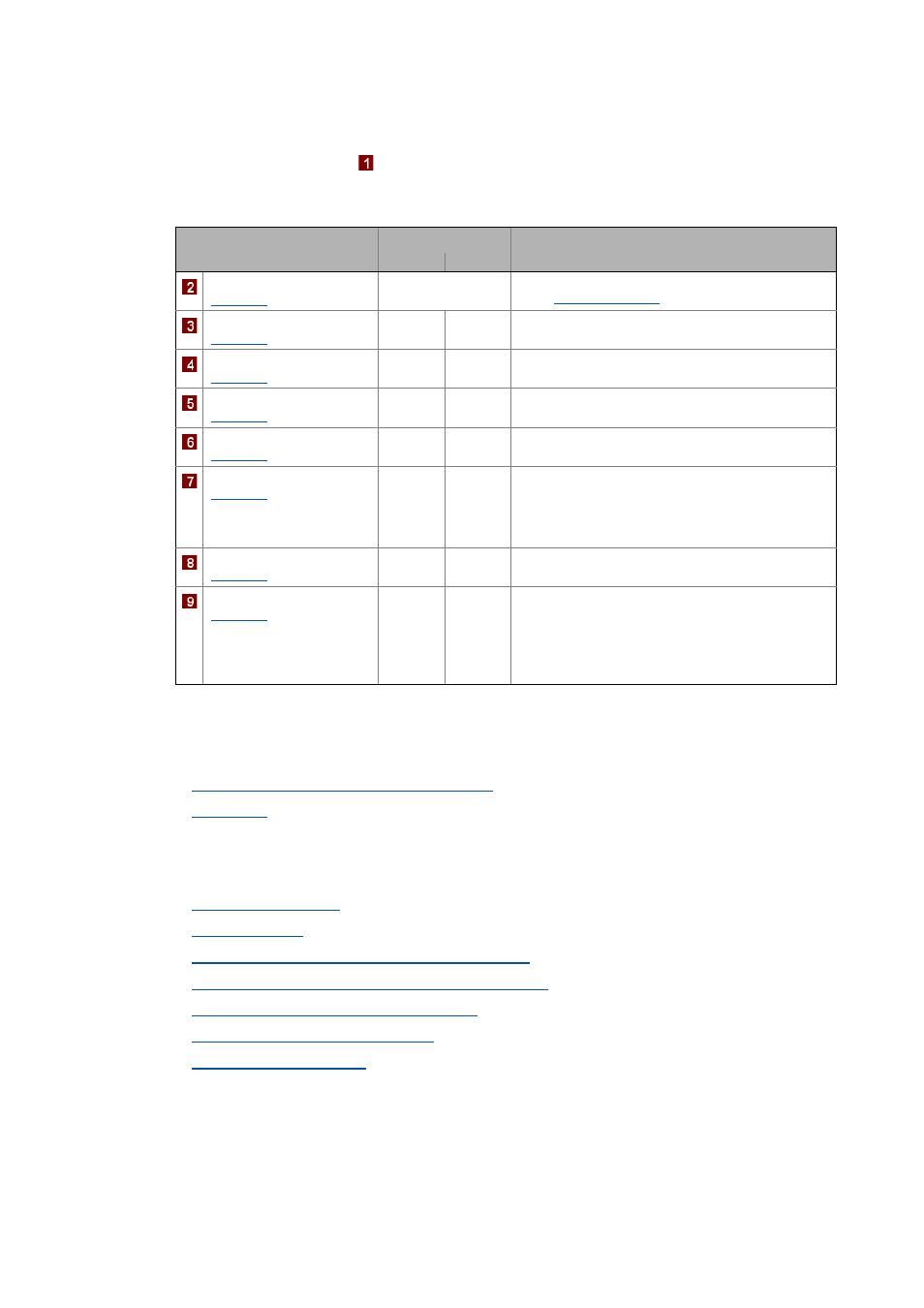
Setting parameters (short overview)
Parameter
Lenze setting
Info
Value Unit
Profile x: Mode
(
)
absolute
(shortest way)t
Selection of the way in which positioning is to be carried
out.
Profile x: Position
(
)
360.0000 unit
Target position or distance to be traversed.
Profile x: Speed
(
)
360.0000 unit/s
Maximum speed at which the target is to be
approached.
Profile x: Acceleration
(
)
720.0000 unit/s
2
Stipulation of the change in speed at which maximum
acceleration is to take place.
Profile x: Deceleration
(
)
720.0000 unit/s
2
Stipulation of the change in speed at which maximum
deceleration to a standstill is to take place.
Profile x: S-ramp time
(
)
0.000 s
Due to stipulation of an S-ramp time for a profile, the
profile is executed with S-shaped ramps, i.e.
acceleration and braking processes are initiated
smoothly in order to reduce jerk and thus the stress on
the drive components.
Profile x: Final speed
(
)
0.0000 unit/s
This specifies the speed at which the drive is to start the
next profile after reaching the target position.
Profile x: Sequence profile
(
)
0
Optional: Sequence profile for profile linkage /
following block control.
After execution of the profile (target position reached),
the set following (subsequent) profile is started
automatically. In this way, profile chains can be
stipulated without additional control processes.