HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 390
16 Commissioning and start-up procedure
kv factor
Adjust the kv factor (MP1810) so that the voltage characteristic is as described in the section "Servo
positioning". If a different kv-factor is required for rapid traverse to that for the machining feed-rate, it
must be optimized separately.
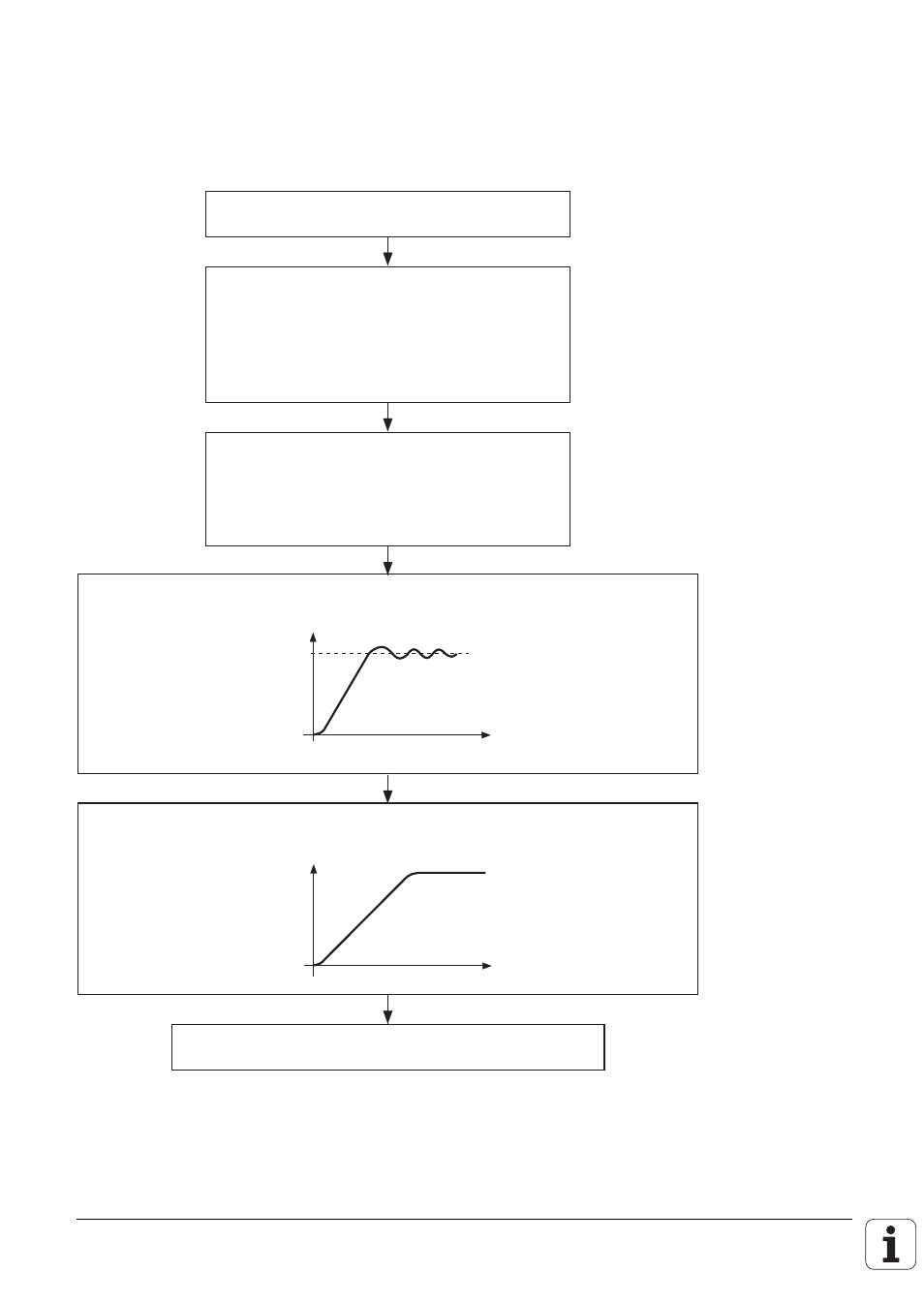
Optimize kv factor for the machining feed-rate (X-axis)
MP1810: Increase entry value until control loop oscillates or overshoot
occurs after the acceleration ramp.
➀
Machining feed-rate
MP1810 (kv-factor): Reduce entry value until no oscillations can be detected.
U [V]
t [s]
Repeat trimming procedure for axes Y, Z, IV and V.
U [V]
t [s]
➀
Connect storage oscilloscope to tachometer
of the servo amplifier of the X axis
Enter following program in
"PROGRAMMING AND EDITING"
operating mode:
LBL 1
X 100
1)
R0 F
2)
...
X 0 R0 F
2)
...
CALL LBL 1 REP 100/100
Press external START button in
"PROGRAM RUN/FULL SEQUENCE"
operating mode, machine runs.
Caution: Set feed-rate override to 100 %.
1)
Program the traverse paths for the axis concerned as large as possible.
2)
Enter the max. feed-rate for machining.
For axes which are mutually interpolated the k
v
factor must be the same.
In this case the worst axis determines the entry value.