4 non-linear axis error compensation – HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 152
1.6.4 Non-linear axis error compensation
Depending on the design of the machine or external factors (e.g. temperature) a non-linear axis-error
can occur.
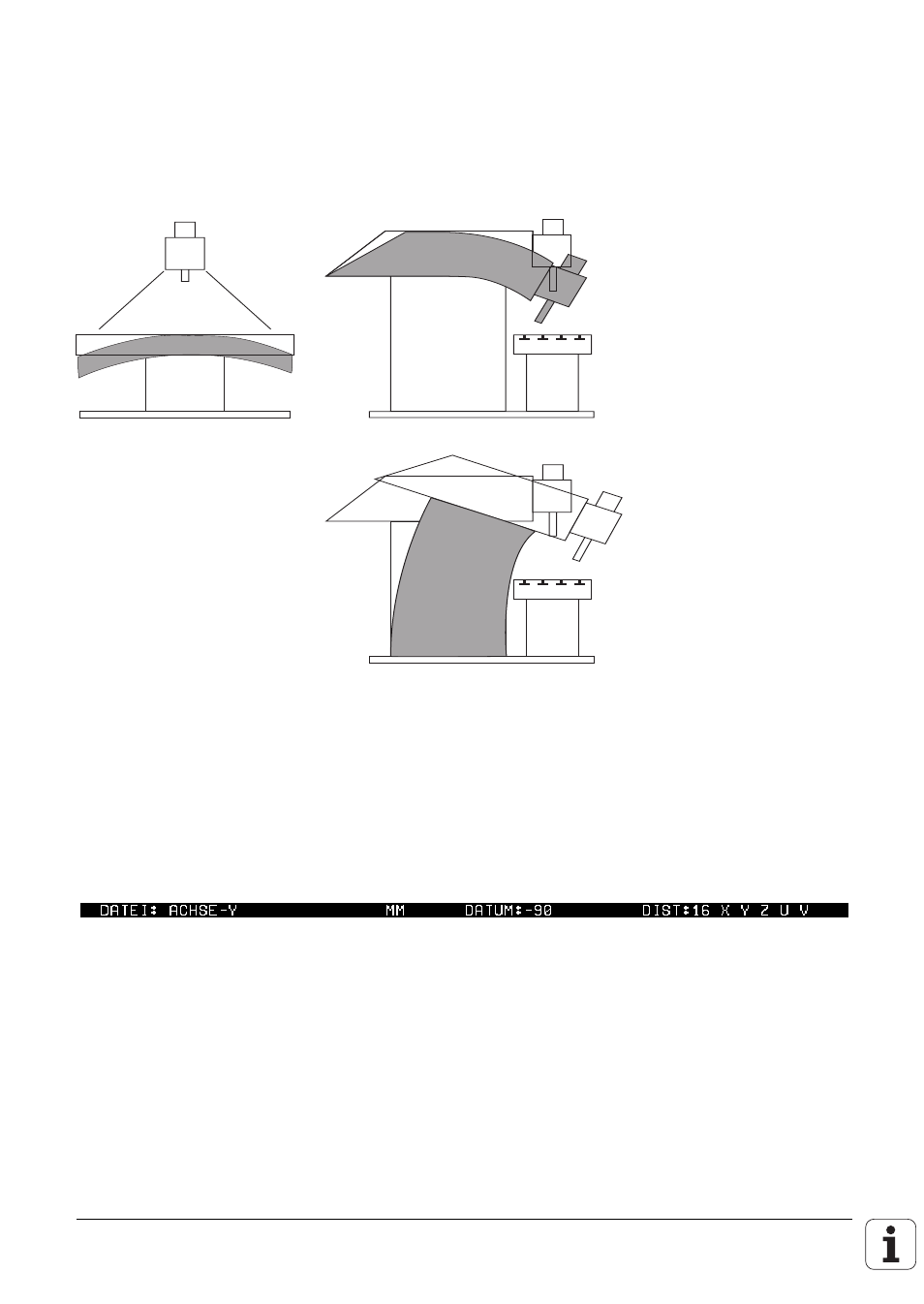
Such an axis-error is usually determined by a comparator measuring instrument (e.g. HEIDENHAIN
VM 101).
For example, the lead-screw pitch error for the Z axis (Z=F(Z)) or the sag as a function of the Y axis
(Z=F(Y)) could be determined.
The TNC can compensate ballscrew pitch error and sag at the same time. A correction table (file
extension .COM) is created for each axis in the "PLC Programming" mode (code number 80 76 67).
A number of dependencies can be entered in a correction table. The number of possible
compensations is limited to ten dependencies and a total of 640 points (256 points per dependency).
The following items must be defined in the table headline.
Filename
Dimensions
Datum
Compensation
Dependencies
in mm
point distance
The datum is the distance from the machine datum (MP960.X). The distance of the compensation
points is entered as an exponent to the base 2 (e.g. enter 16 = 2
16
= 6.5536 mm). Maximum input
value is 2
23
.
The datum and the selected distance of the compensation points must be allowed for when plotting
the error curve. Only enter the kinks on the error curve. The controller performs automatic linear
interpolation between the kinks.