HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 153
Each axis is assigned a correction table (.COM) in the .CMA file. A number of lines with different
assignments can be entered in this file. Only one line can be active at any one time. The active line
is selected by soft key or with PLC module 9095.
Non-linear axis error compensation is not active until the function is activated by MP730 and there is
a valid file of the .CMA type.
Example:
Machine with leadscrew pitch error in Z (Z = F(Z)) and Y (Y = F(Y)).
Also sag as a function of Y (Z = F(Y)). There is no compensation on the X axis.
Traverse range Z = 800 mm
Traverse range Y = 500 mm
required distance of compensation points = 7 mm
possible power of two = 216 = 6.5536 mm
Number of compensation points in Y =
500 mm
6.5536 mm
77
Number of compensation points in Z =
800 mm
6.5536 mm
123
Datum in Y = –90
Datum in Z = –200
–76.8928
–50.6784
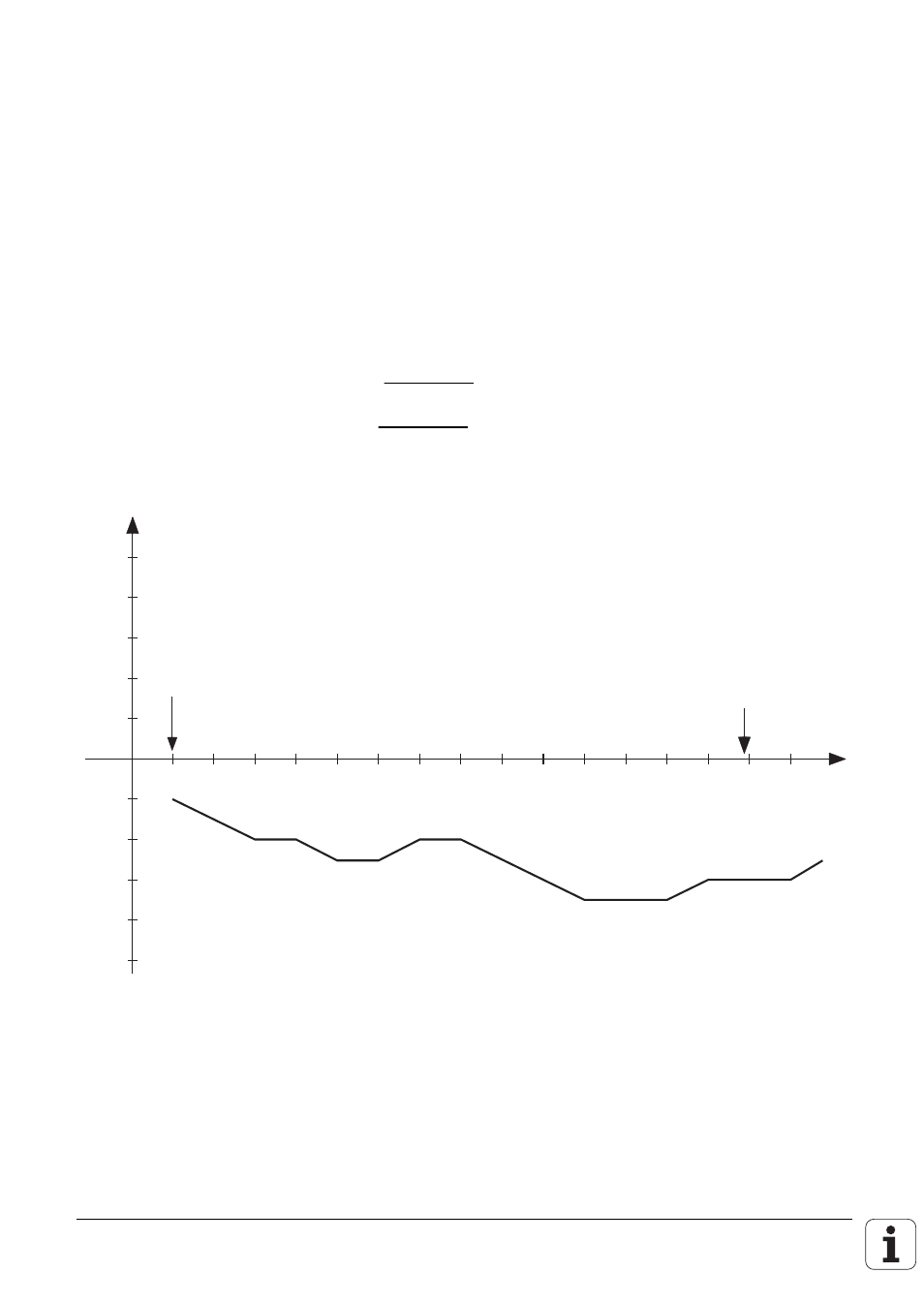
Error in Z
[mm]
Y
[mm]
0.01
–90
–63.7856
Machine
datum
Datum
0
0.02
0.03
0.04
0.05
–0.04
–0.03
–0.02
–0.01
–0.05
–37.5712
–11.3568
–24.464
1.7504