HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 243
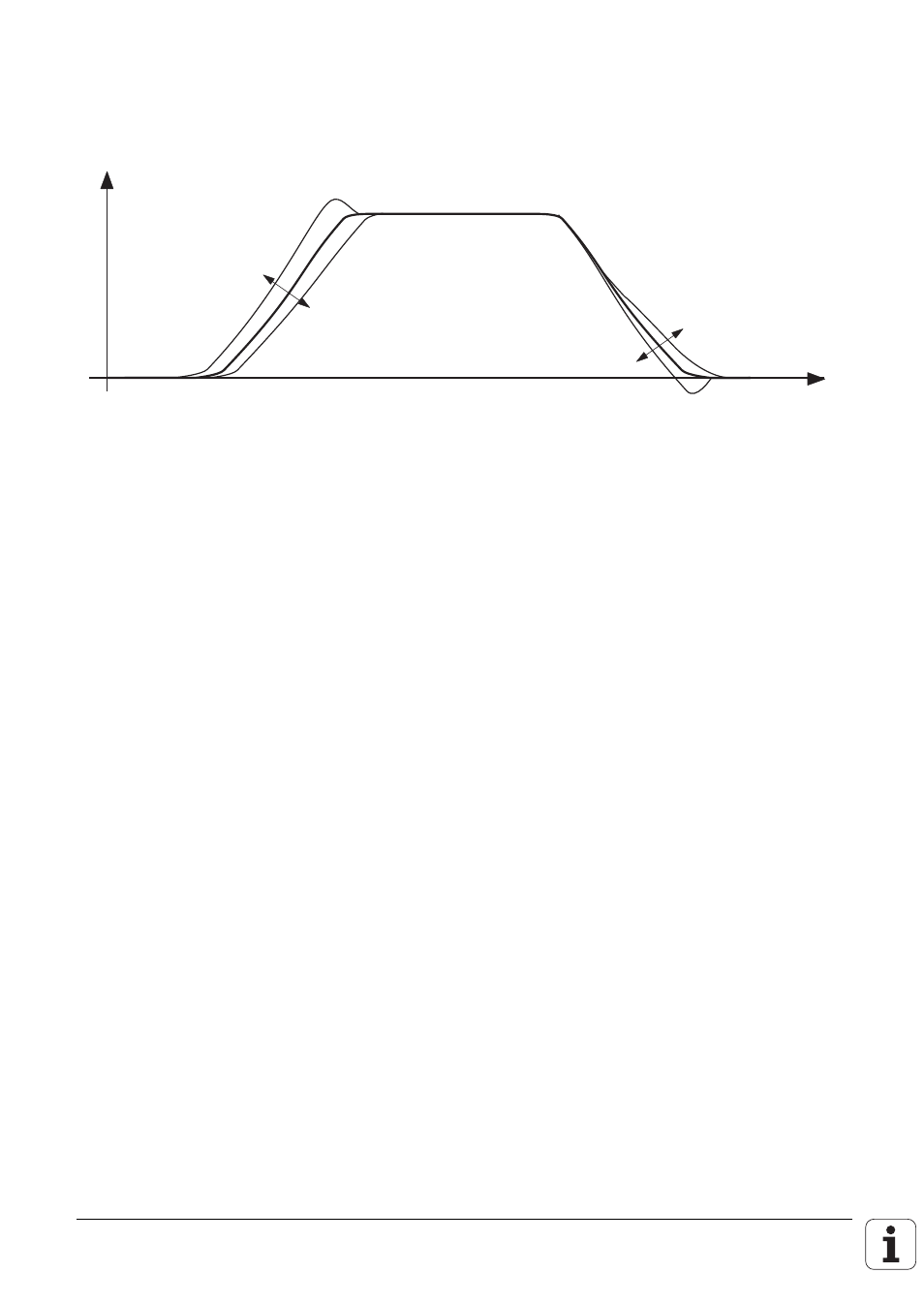
The positioning window from MP7150 is effective for the tool axis while Cycle 17 is being run. The
input value must be less than or equal to MP1030.x. You define the spindle acceleration and
deceleration process in MP3410.3, MP7130 and MP7140. Spindle overshoot is to be avoided during
acceleration and approach.
S
t
Greater
Smaller
MP7130
Greater
Smaller
MP7140
Marker
Function
Set
Reset
M2048
Cycle 2 or cycle 17 active
NC
NC
M2095
Cycle 17 or cycle 18 active
NC
NC
M2499
Open control loop S-axis
PLC
PLC
MP3410.3 Ramp slope of the spindle during rigid tapping
Entry: 0.0000 to 1.9999 (V/msec)
MP7130
Spindle run-in characteristic
Entry: 0.001 to 10.000 [
°
/min](matching MP1520)
MP7140
Transient response of spindle on acceleration
Entry: 0.001 to 1.000 (matching MP1520)
MP7150
Positioning window for tool axis during rigid tapping
Entry: 0.0001 to 2.0000 [mm]
MP7160
MP7160 Spindle orientation with Cycle 17
Entry: 0 or 1
0 = spindle orientation before Cycle 17
1 = no spindle orientation with Cycle 17
Cycle 18
With Cycle 18 the tool axis tracks the actual position of the spindle. The starting position is the
current position. The target position is the total hole depth. Approaching and departing movements
must be programmed separately. During Cycle 18 marker M2095 is set. M2499 must be reset so
that the cycle is run. MP7130, MP7140 and MP7150 have the same function as for Cycle 17.