6 axis-error compensation, 1 backlash compensation – HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 148
1.6 Axis-error compensation
The HEIDENHAIN contouring control can compensate for mechanical defects in the machine.
The following axis-error compensation is possible:
– backlash compensation,
– compensation of reversal errors in circular motion,
– linear axis-error compensation,
– non-linear axis-error compensation,
– compensation of thermal expansion.
Either the linear or the non-linear axis-error compensation can be activated. The other types of
compensation can always be activated in parallel.
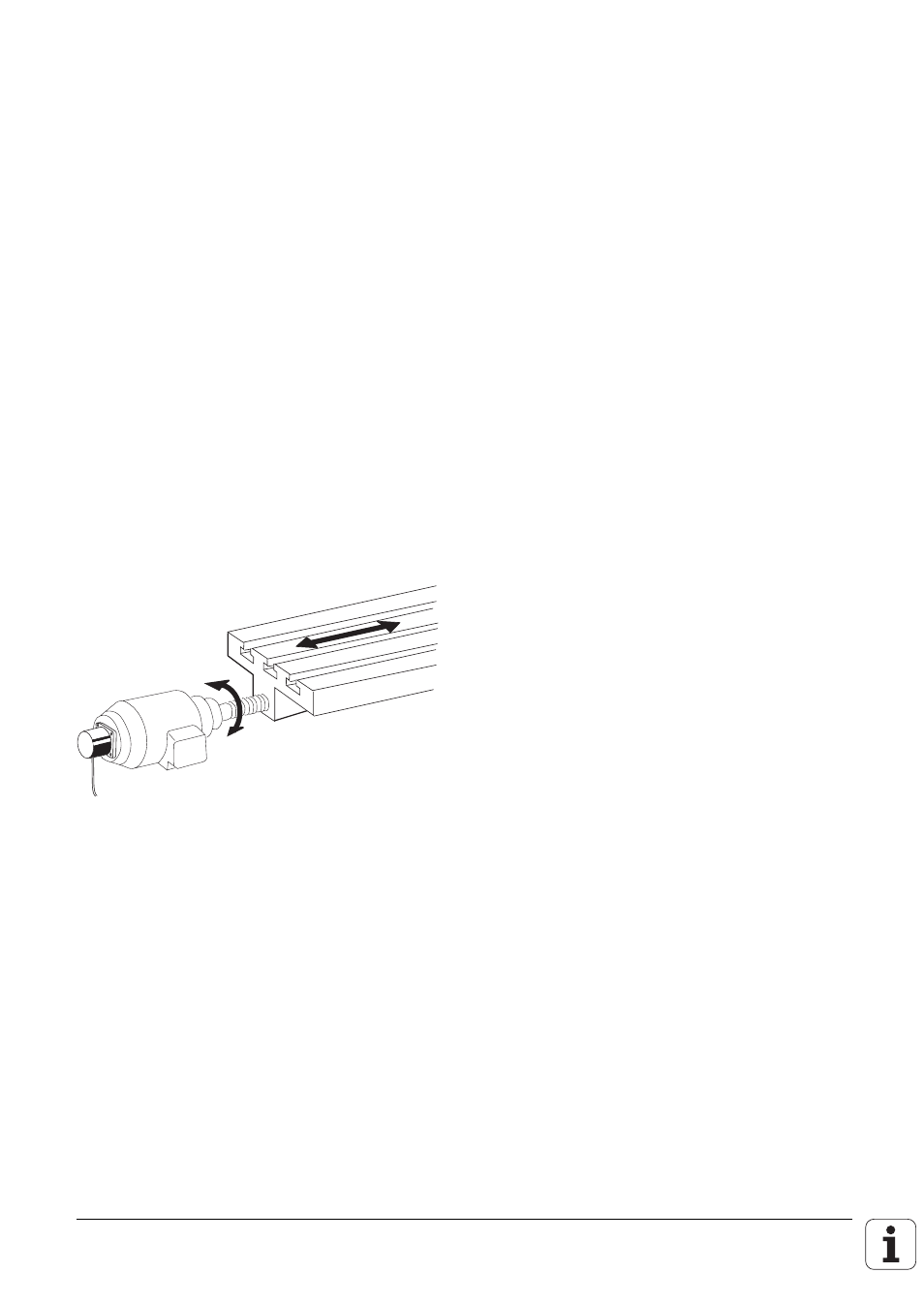
1.6.1 Backlash compensation
If linear traverse is measured by ballscrew and rotary encoder, a small amount of play between the
movement of the table and that of the rotary encoder can result during reversals in traverse
direction.
Depending on the design, the movement of the rotary encoder may be advanced or retarded relative
to the table. The professional jargon describes this as positive or negative backlash. Backlash
occurring outside the control loop can be automatically compensated by the TNC.
Positive backlash: rotary encoder advanced relative to the table (traverse movement of the table is
too short).
Negative backlash: rotary encoder retarded relative to the table (traverse movement of the table is
too long).
For every direction reversal the TNC subtracts or adds the value from machine parameter MP710.x
to the value resulting from the measuring system signals.
MP710 Backlash
compensation
Entry: – 1.0000 to + 1.0000 [mm] or [°]
MP710.0
X axis
MP710.1
Y axis
MP710.2
Z axis
MP710.3
4th axis
MP710.4
5th axis