5 preset tolerance at corners – HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 207
3 Servo positioning of the NC-axes
3.4.5 Preset tolerance at corners
3D forms are often described by a progression of very short linear blocks. The control reduces the
feed rate at the discontinuous transitions in order to keep the tool exactly on path.
If you are working with servo lag, depending on the feed rate the corners will be more or less
"rounded" if M90 is entered or if MP7460 is set correspondingly. Since feedforward control is
intended to virtually eliminate servo lag, working with feedforward control will result in sharp
corners. This is not desired, however, on 3D forms.
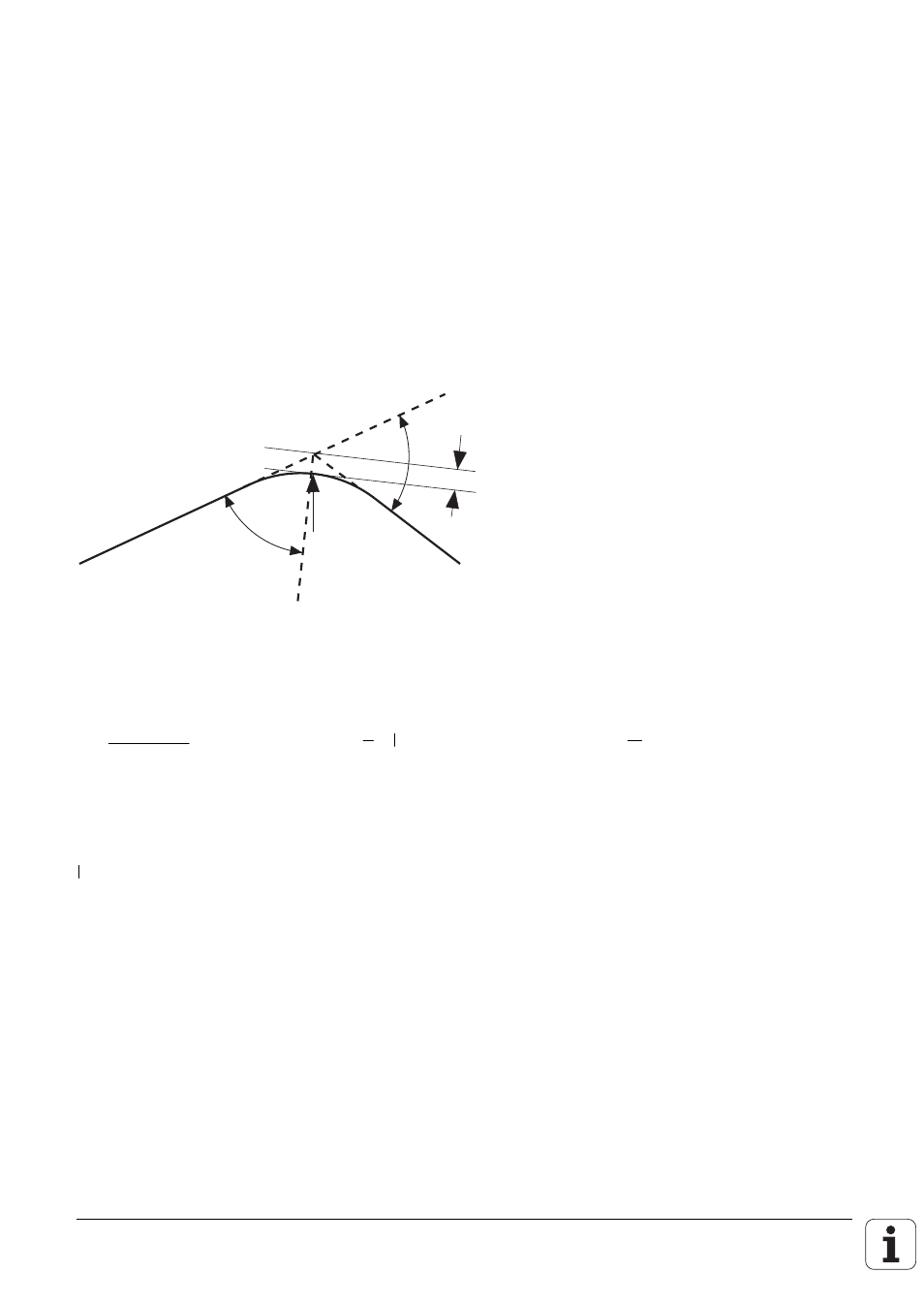
With the M function M112 you can enter a tolerance for the deviation from the programmed contour
at corners and a limit angle for activation of the tolerance.
r
T
b
A
A rounding arc is inserted at corners. The radius of the arc is a function of the entered tolerance T
and the limit angle A. Three radii are calculated:
r
1
=
T
sin(b)
1sin(b)
×
r
2
=
1
2
×
×
tan(b)
r
3
=
v²
a
T =
The tolerance entered with M112. If no tolerance was entered, the tolerance is be
considered to be infinite.
b =
Half of the angle of the adjacent line segments
=
The shorter of the two adjacent line segments
v =
Programmed feed rate
×
1.5 (Feed rate override = 150%)
a =
Smaller value from the acceleration of the interpolated axes (MP1060) and the radial
acceleration (MP1070).
The smallest of the 3 radii is used. r
3
is included in the calculation only if the change in direction is
greater than the given angle
A
. As long as the limit angle
A
is not exceeded, the size of the inserted
arc is independent of the feed rate; the largest possible arc is inserted.
If the feed rate during program run too large for the calculated rounding arc, the TNC automatically
reduces the feed rate. M112 is inactivated again by M113. M112 is effective in NC blocks without
radius compensation both in operation with servo lag and with feedforward control. M124 influences
the point spacing for calculating the rounding arc. Refer to your User's Manual for more information.