HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 197
3 Servo positioning of the NC-axes
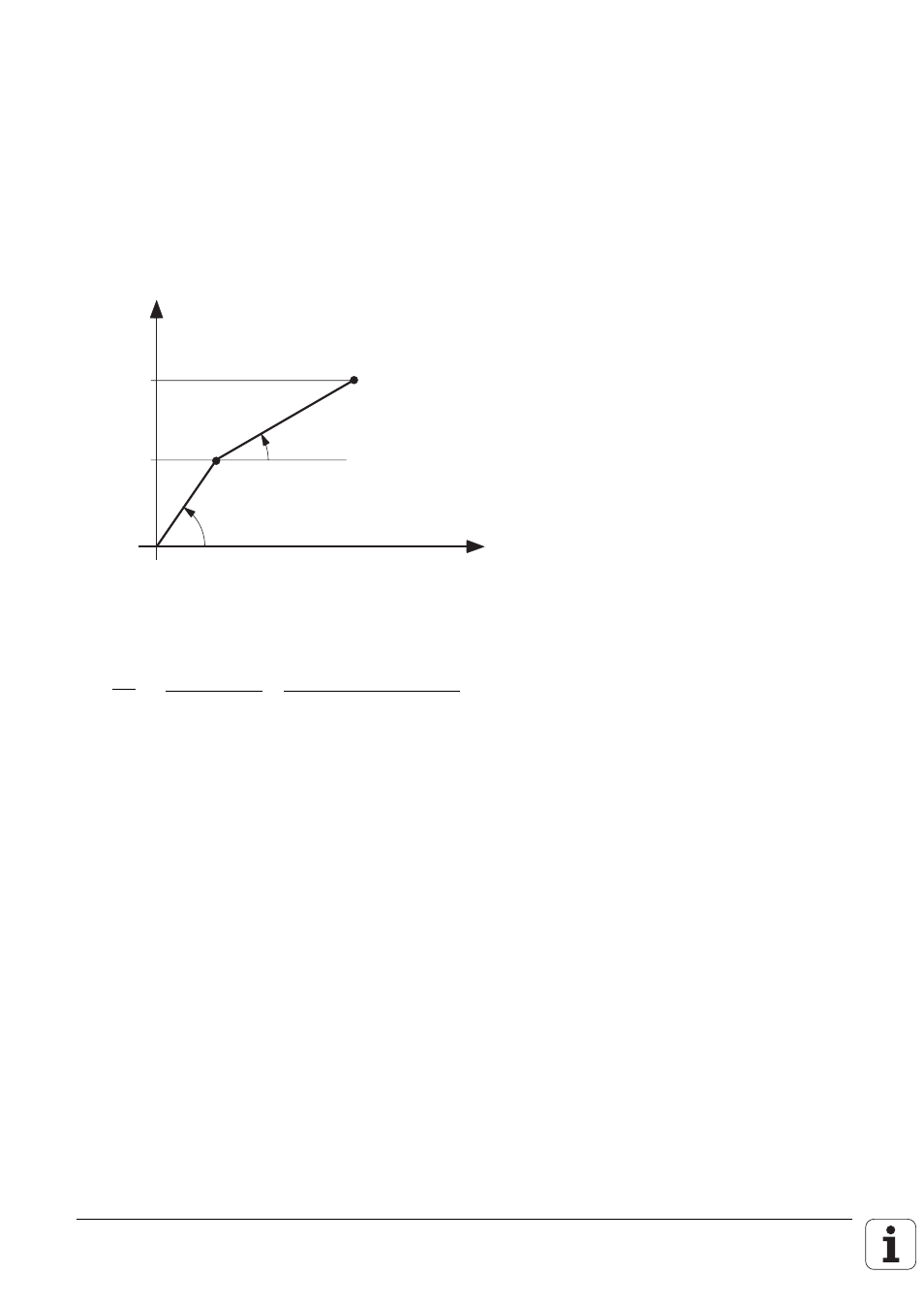
Kink point:
For machines with high rapid-traverse rates it is usually not possible to raise the Kv factor enough to
give an optimal loop characteristic over the entire range of speeds (stop, machining feed rates, rapid
traverse). In such cases one can introduce a kink point, which gives the following advantages:
– for lower rates, a high K
v
, i.e. a larger voltage step per µm of positional deviation,
– for higher rates (above the machining rates) a lower K
v
.
The position of the kink point is determined by machine parameter MP1830. In the higher range the
Kv factor is multiplied by the factor from MP1820.
MP1810 · MP1820
9
U [V]
sa
MP1810 (= kv)
MP1830
The kink point must lie above the range of machining feeds!
Under these conditions, the lag can be calculated as follows:
s
a
=
Ve
k
v
·
[
MP1830 [%] + 100 [%] – MP1830 [%]
]
100 [%] MP1820 · 100 [%]
MP1820
Multiplication factor for the Kv factor
Entry: 0.001 to 1.000
MP1820.0
X axis
MP1820.1
Y axis
MP1820.2
Z axis
MP1820.3
4th axis
MP1820.4
5th axis
MP1830
Kink point
Entry: 0.000 to 100.000 [%]
MP1830.0
Axis X
MP1830.1
Axis Y
MP1830.2
Axis Z
MP1830.3
4th axis
MP1830.4
5th axis