3 rigid tapping – HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 242
4.4.3 Rigid Tapping
Cycle 17
During rigid tapping the spindle position control loop is open. The machine tool operator defines rigid
tapping with Cycle 17 in the NC part program "CYCL DEF 17". While Cycle 17 is being run the TNC
automatically switches to operation with velocity feedforward. You define the dynamic behavior of
the spindle and the tool axis in machine parameters. The tool axis tracks the actual position of the
spindle during tapping. Before tapping begins, the axes, for example Z and S, are synchronized by
means of an oriented spindle stop. This means the every Z position is assigned to a corresponding
spindle position. The NC carries out the oriented spindle stop. M2127 is set by the NC and in the
PLC the spindle position control loop must be closed (M2499).
Synchronization makes it possible to cut the same thread more than once. The permanently
assigned spindle position depends on the thread pitch entered in the cycle. To save machining time
you can deselect this function with MP7160. Then, however, it is no longer possible to cut the
thread more than once. M2095 and M2048 are set while the cycle is running.
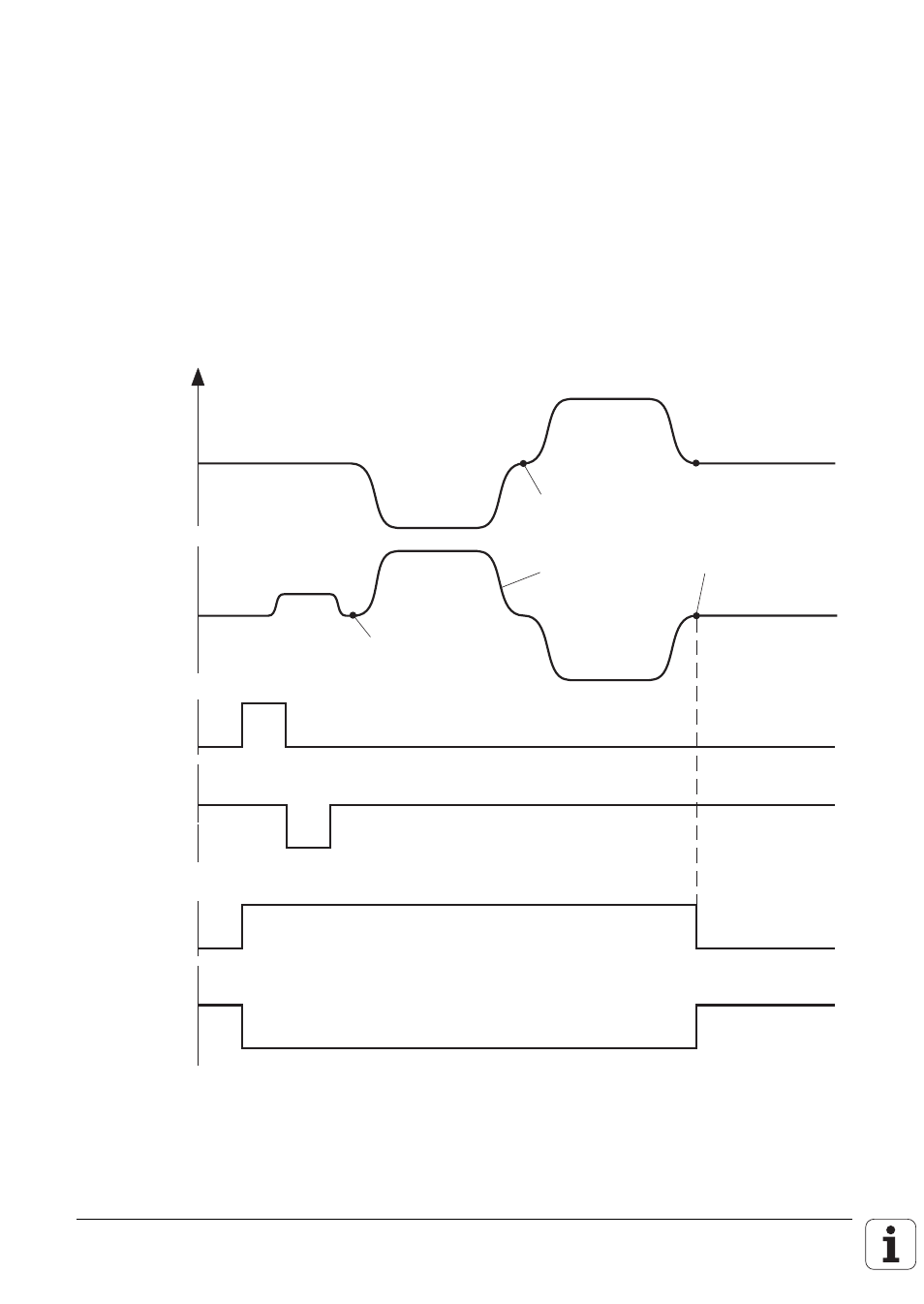
0
F
0
S
M05
Acknowledge-
ment of
M function
Positioning window
reached (MP7150)
Ramp from
MP3410.3
Oriented stop
Oriented stop
M2095
M2499
Cycle
start
End of
cycle