HEIDENHAIN TNC 407 (243 020) Technical Manual User Manual
Page 271
6.7.3 Milling-cycles for pockets with free-programmed contours
The sequence for milling-cycles for pockets with free-programmed contours (Cycles 6, 14, 15, 16)
can be changed by machine parameters.
The choices are:
–
Whether a channel should first be milled around the contour and the pocket cleared out afterwards,
or the pocket cleared out first, and then a channel milled round the contour.
–
Whether the channel should be milled in a clockwise or anti-clockwise direction.
–
Under which conditions programmed pockets should be merged. The choice is between:
merging programmed pockets when the programmed contours overlap, or when the tool centre
paths intersect.
–
Whether the channel-milling should be performed in one operation for all stepovers, or whether
for each peck depth channel-milling and clearing out should be performed alternately.
–
Whether after the pocket has been machined, the tool should be moved back to the initial
position before the cycle was called or should merely be moved to setup clearance.
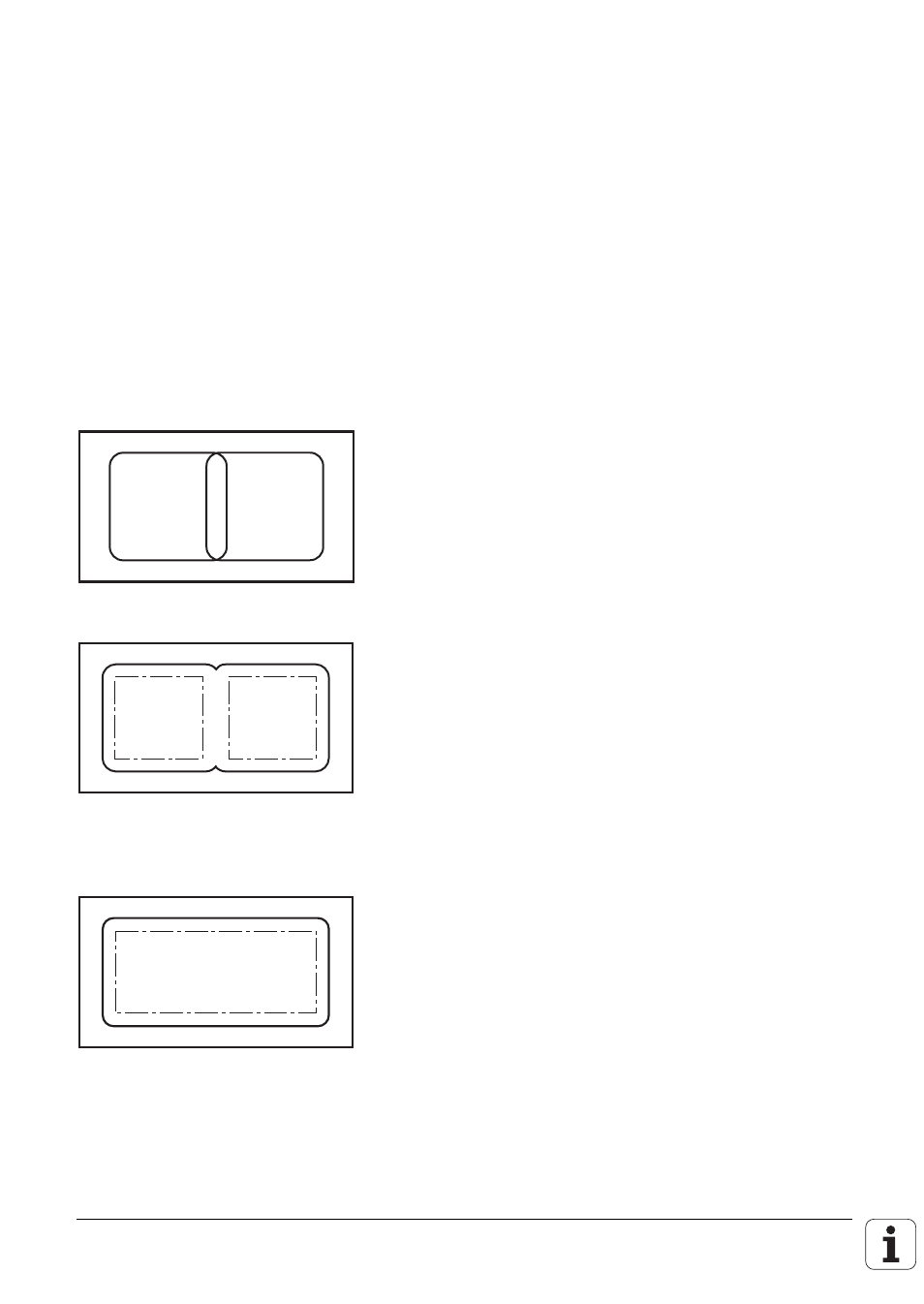
The programmed contours of two pockets have a small overlap.
MP7420 Bit 2 = 0 (entry +0):
The control clears out the pockets separately, since the tool centre paths do not intersect.
Material will remain in inside corners.
MP7420 Bit 2 = 1 (entry +4):
The control clears out the pockets jointly, since the programmed contours overlap. No material will
remain in inside corners.