1 creating a plc ladder program – Delta DVP-ES2 User Manual
Page 14
D V P - E S 2 / E X 2 / S S 2 / S A2 / S X 2 / S E O p e r a t i o n M a n u a l - P r o g r a m m i n g
1-6
Ladder Diagram
Structure
Explanation
Instruction
Available Devices
Multiple output branches
MPS
MRD
MPP
None
Output coil
OUT
Y, M, S
S
Step ladder
STL S
Basic / Application
instruction
-
Basic instructions and API
instructions. Please refer to
chapter 3 Instruction Set
Inverse logic
INV None
1.5.1 Creating a PLC Ladder Program
The editing of the program should start from the left side bus line to the right side bus line, and from
up to down. However, the right side bus line is omitted when editing in WPLSoft. A single row can
have maximum 11 contacts on it. If more than 11 contacts are connected, a continuous symbol “0”
will be generated automatically and the 12th contact will be placed at the start of next row. The
same input points can be used repeatedly. See the figure below:
Y1
0
0
X0
X1
X2
X3
X4
X5
X6
X7
X10
C0
C1
X11
X12
X13
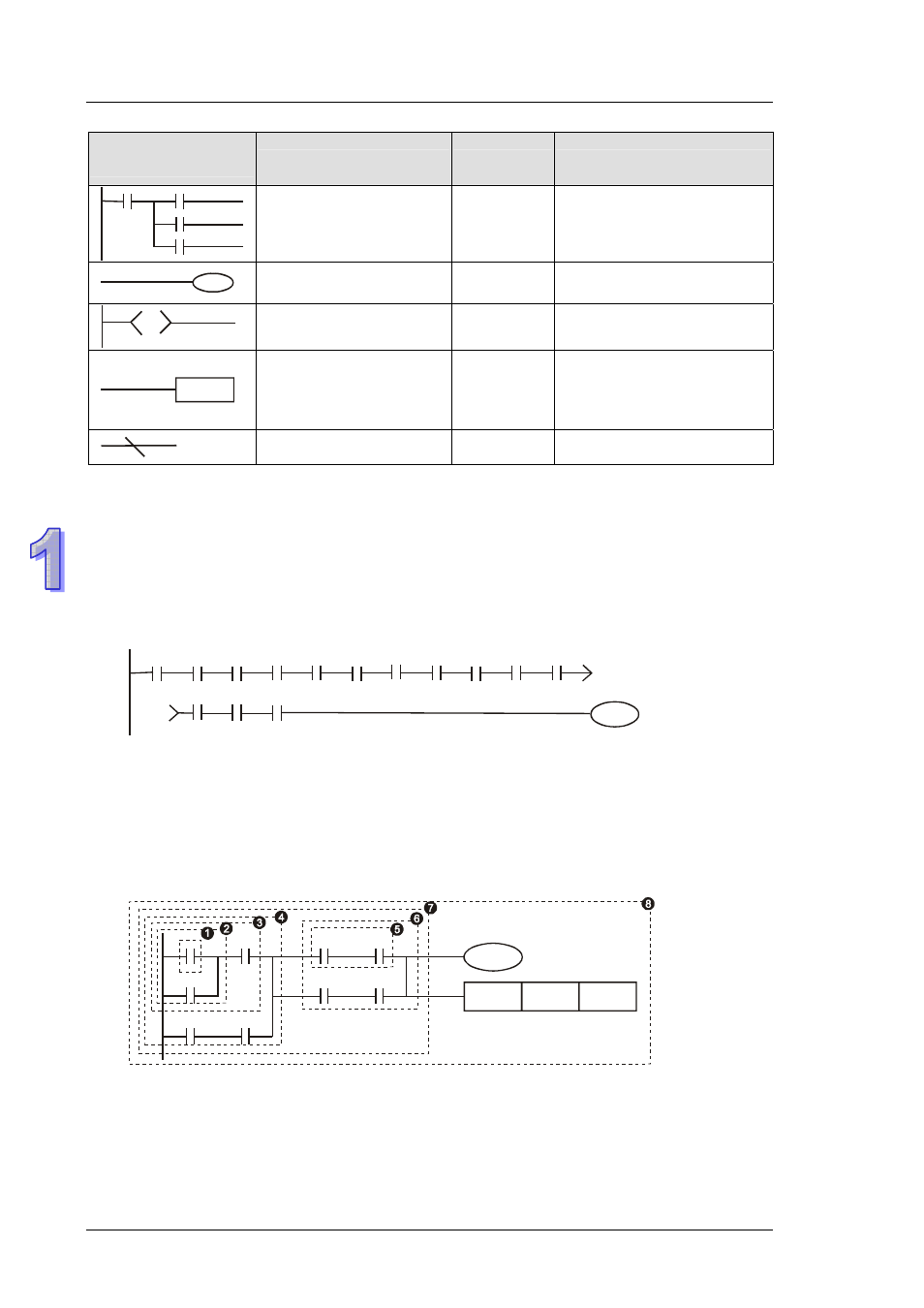
When evaluating the user program, PLC scan starts from left to right and proceeds to next row
down until the PLC reaches END instruction. Output coils and basic / application instructions
belong to the output process and are placed at the right of ladder diagram. The sample program
below explains the execution order of a ladder diagram. The numbers in the black circles indicate
the execution order.
X0
X1
Y1
X4
M0
X3
M1
T0
M3
Y1
TMR
T0
K10