Axis 1 manual program – Yaskawa MP920 User's Manual Design User Manual
Page 378
6 System Startup
6.2.5 Ladder Logic Programs
6-48
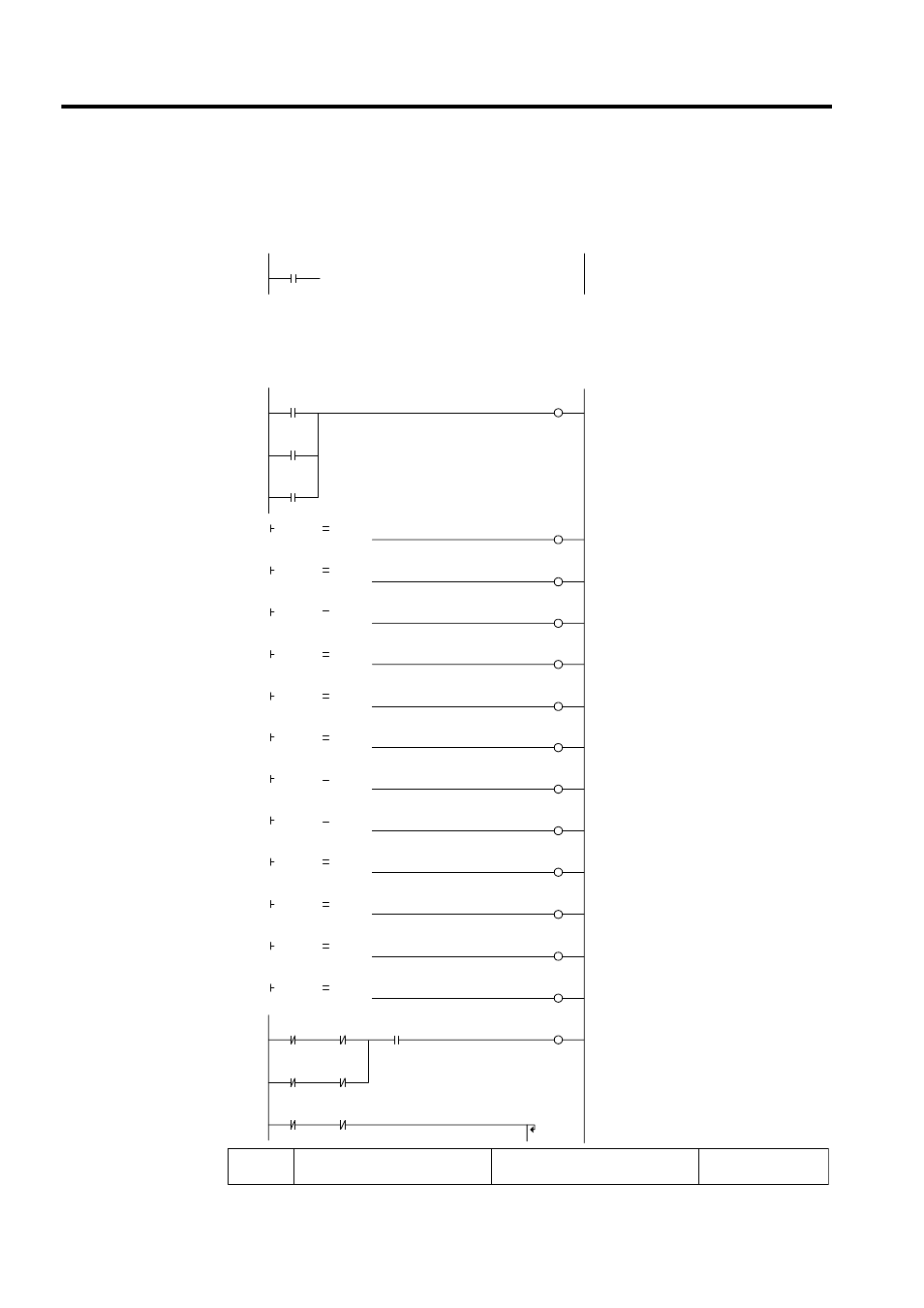
Axis 1 Manual Program
High-speed 1 scan
Fixed speed
feed
Operating manually
Fixed length
feed
Zero point return
Motion command
Motion command
Motion command response
No command
C_NOP
Interpolation end segment
C_E_INT
Fixed length feed
C_FEED
No command
R_NOP
EXTERNAL POSITIONING
R_EX_POS
POSITIONING
R_POS
Zero point return
R_ZRET
Interpolation
R_INT
Interpolation end segment
R_E_INT
Fixed speed feed
R_FEED
Fixed length feed
R_STEP
Zero point setting
R_ZSET
Command
duplication alarm
FEED command
operating
C_NOP
C_FEED
R_NOP
R_FEED
C_NOP
C_E_INT
SB000001
DB00101D
DB001002
DB00101C
DB00101E
DB001010
DB001011
DB001012
DB001016
DB001017
DB001018
DB001019
DB00101A
DB00101B
DB00101C
DB00101D
DB00101E
DB001001
DB001023
DB001012
DB001010
DB00101C
DB001016
DB001011
DB001010
00009
IWC014
00008
IWC014
00007
IWC014
00005
IWC014
00004
IWC014
00003
IWC014
IWC014
00002
00001
IWC014
00000
IWC014
00007
OWC020
00005
00000
OWC020
IFON
SETW
DW00100
D=00000
W=00006
IEND
OWC020
PSH9200-962401
P00108
DWG. H01.01
Main program
$FSCAN-H
0 0000
1 0001
2 0002
1 0005
1 0006
1 0007
1 0008
1 0010
1 0013
1 0016
1 0019
1 0022
1 0025
1 0028
1 0031
1 0034
1 0037
1 0040
1 0043
1 0046
1 0048
1 0052
Draw.
Date 1997.12.17
DWG. H01.01
Main program
PSH9200-962401 P00108
Initialization
Status monitor
Motion command status
Motion command response status
Motion command duplication alarm
FEED (Fixed speed feed)
STEP (Fixed length feed)
MM subroutine Logic Program
COMMENT.CROSS REF. ($,&,@=WRITE,/=DWG, -=ABOX, I=SFC,==SYMBOL,%=FBD,:=TBL)