8 fixed length feed (step), Ladder logic program example, Overview – Yaskawa MP920 User's Manual Design User Manual
Page 190
4 Motion Control
4.4.8 Fixed Length Feed (STEP)
4-76
Ladder Logic Program Example
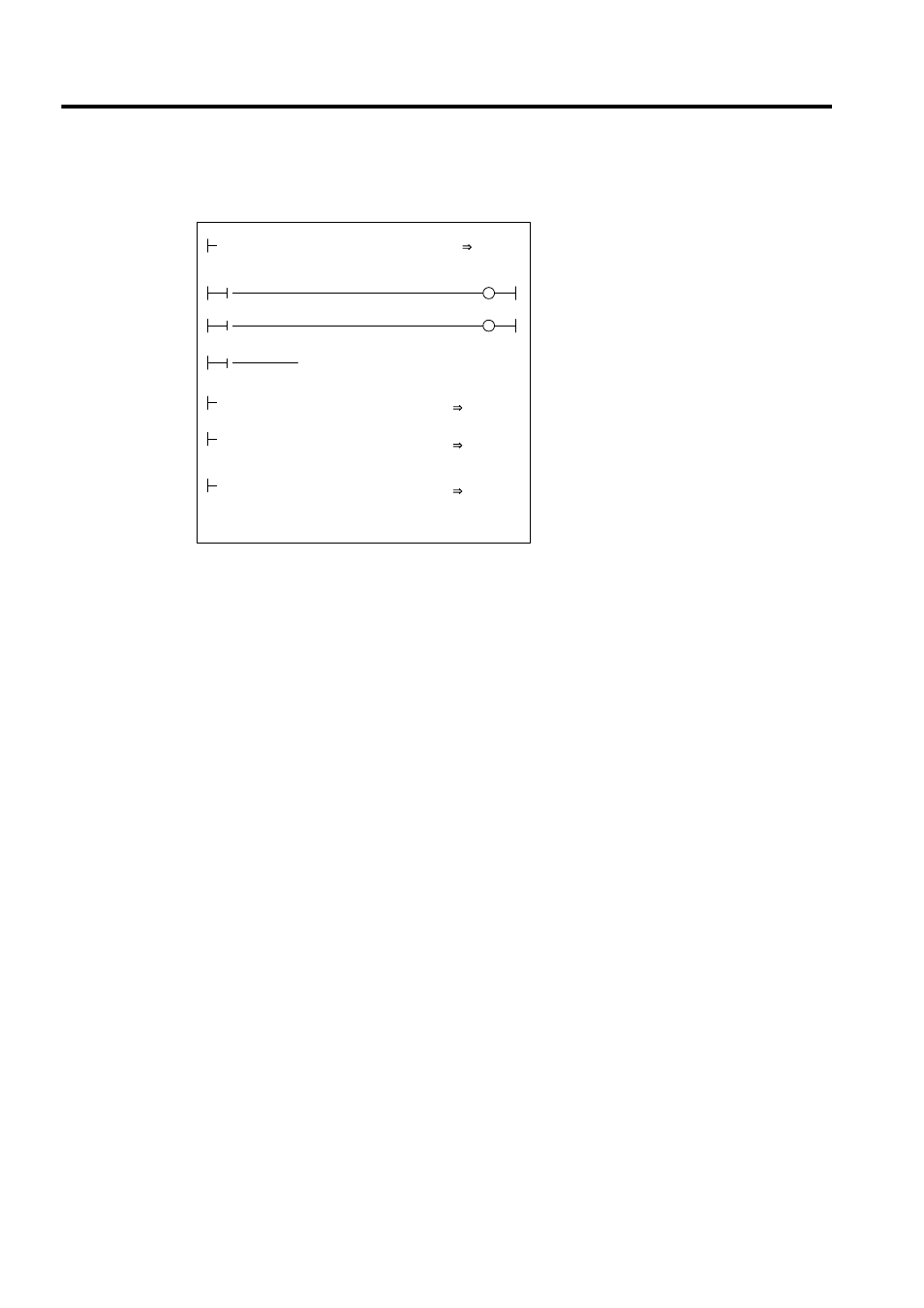
Fig. 4.23 Fixed Speed Feed Programming Example (DWG H03)
The example in the above illustration has been greatly simplified. In actual operation, each
register can be controlled from the user program.
4.4.8
Fixed Length Feed (STEP)
Overview
This command positions the axis at rapid traverse speed in the specified direction for only the
specified travel distance (STEP travel distance) using the specified acceleration/deceleration
time constant.
The rapid traverse speed can be changed during operations.
When you change the travel distance during operations, the changed value will be incorpo-
rated when the next fixed length feed (STEP) is executed.
Set the position control mode to ON.
When IB00303 turns ON, the rotation direction
will be changed to the reverse direction.
When IB00304 turns ON, FEED operation will start.
Run command to the driver.
Rapid traverse speed (RV): 5,000,000 pulses/min.
Set the motion command to FEED.
When IB00304 turns OFF, the axis decelerates to
a stop. When the axis stops, the positioning
completed signal (IBC000D) will turn ON.
H0104
RUNMOD
OWC000
SB000004
IB00303
RUN
OBC0010
RUNPB
IB00304
IFON
DIRECTION
OBC0212
MCMDCODE
OWC020
000000 5000
ELSE
7
0
MCMDCODE
OWC020
IEND
DEND
RV
OLC022