2 feed proportional torque gain – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 589
Adaptive Feed & Depth Parameters
Chapter 32
32-3
Function
This parameter specifies the proportional torque gain for an axis move that
is performed in adaptive feed mode. Refer to your 9/Series Mill Operation
and Programming Manual for details on this feature. This parameter is
only available on mill control types.
This parameter (in conjunction with the parameter Feed Integral Torque
Gain) is used to determine the net change to the 9/Series feedrate
command. The feedrate is modified in order to try to maintain a constant
torque. The desired torque is specified in the G25 program block.
This parameter specifies the ratio of % change in feedrate to the
instantaneous torque error. When you increase the value of the Feed
Proportional Torque Gain, it will cause the instantaneous torque error to
have a greater effect on the adaptive feedrate. This parameter is typically
less than the Feed Integral Torque Gain parameter.
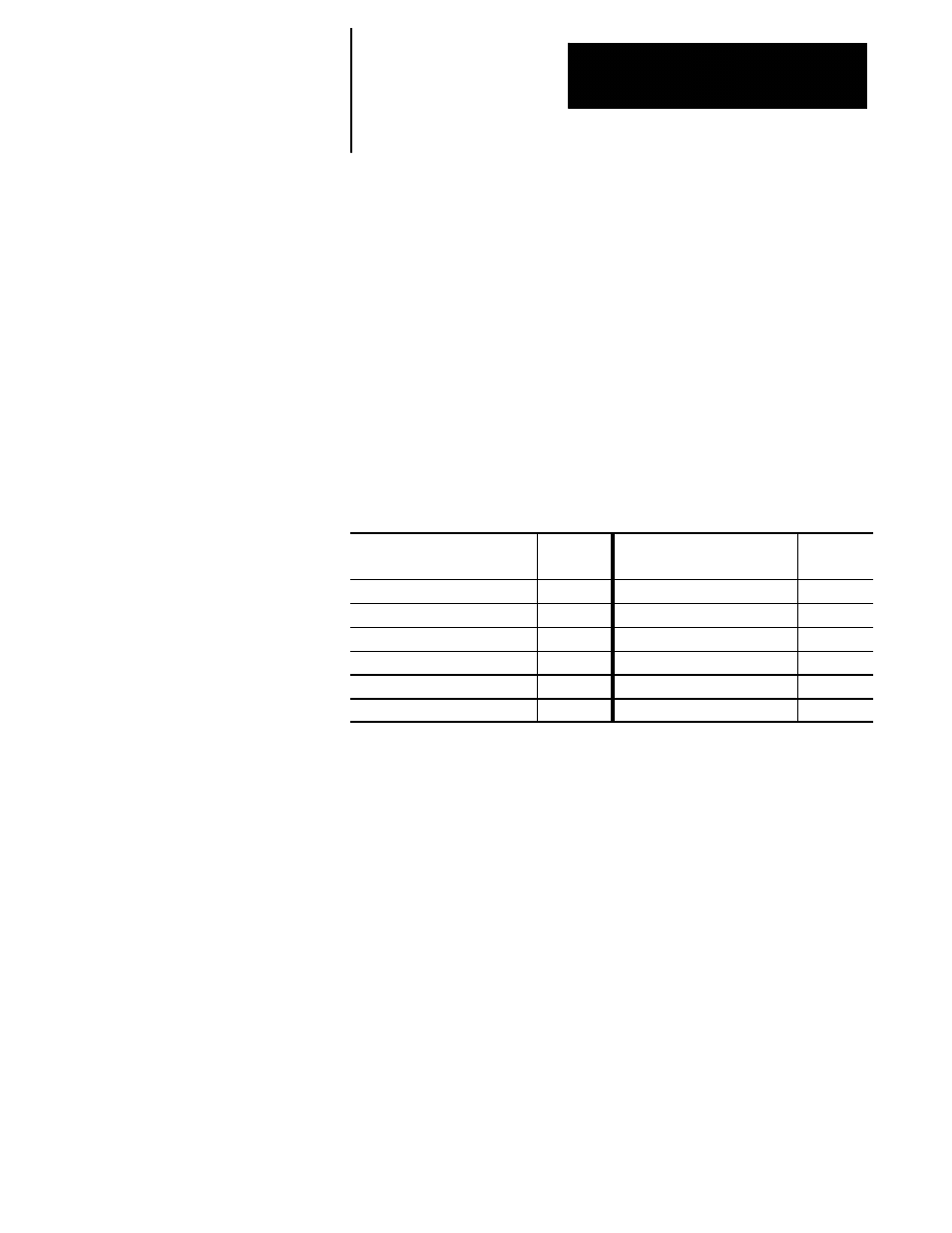
Feed Proportional Torque Gain
Axis number
Parameter
Number
Feed Proportional Torque Gain
Axis number
Parameter
Number
Axis (1)
[1153]
Axis (7)
[7153]
Axis (2)
[2153]
Axis (8)
[8153]
Axis (3)
[3153]
Axis (9)
[9153]
Axis (4)
[4153]
Axis (10)
[10153]
Axis (5)
[5153]
Axis (11)
[11153]
Axis (6)
[6153]
Axis (12)
[12153]
Range
0.1 to 2.0
Notes
This parameter must be set independently for each axis.
The adaptive feed mode can be programmed on any closed loop axis
except an axis that positions more than one servo (such as dual or deskew
axes).
If you are going to use the adaptive feed feature on an analog system the
system must be configured to run in tachless operation. See page 7-15 for
details on configuring a tachless velocity loop on an analog system.
32.2
Feed Proportional
Torque Gain