12 maximum percent rated torque (+) – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 225
Servo Parameters
Chapter 7
7-79
We recommend that the default value of 200% be left here if using a
standard 1326 motor paired with a 9/440 or 1394 drive (Standard Motor
Values is set to “Yes”). When using the standard motor table settings, the
9/Series will override the value you enter here and use a value appropriate
for your drive/motor combination.
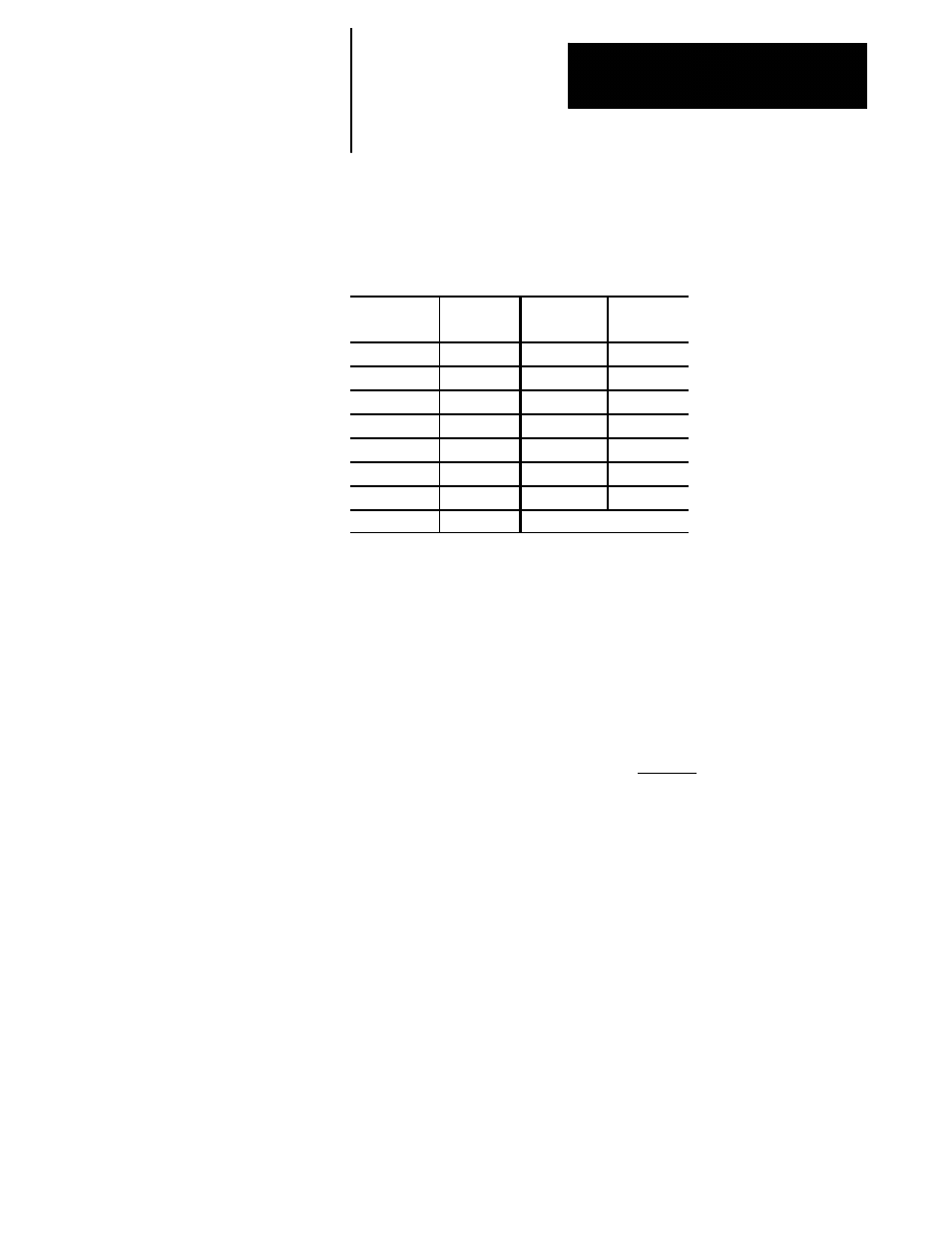
Axis
Parameter
Number
Axis
Parameter
Number
(1)
[1012]
(9)
[9012]
(2)
[2012]
(10)
[10012]
(3)
[3012]
(11)
[11012]
(4)
[4012]
(12)
[12012]
(5)
[5012]
(13)
[13012]
(6)
[6012]
(14)
[14012]
(7)
[7012]
(15)
[15012]
(8)
[8012]
Range
0 to 300 %
Notes
This parameter must be set independently for each axis.
This peak torque determines the maximum force an axis can produce
during acceleration or deceleration in the negative direction.
Function
Enter the peak torque (as a percentage of rated torque) to be allowed for
attaining and maintaining position in the positive travel direction.
Since motor torque is proportional to motor current, the following equation
can be used to determine a value to be entered here:
Maximum desired motor current
-------------------------------
x 100%
Motor’s maximum rated current
Important: This parameter is only used if the velocity loop is closed in by
the CNC software.
7.3.12
Maximum Percent Rated
Torque (+)