9 position tolerance for skip 1 - 4 – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 483
Tool Offset Parameters
Chapter 22
22-11
Function
Use these parameters to determine the position tolerance for the four
different skip cycles called by the G37 codes. This position tolerance is
used to set a range
±
from the nominal end-point that is programmed in the
G37 block. The skip signal must be received by PAL when the tool is
within this position tolerance range for the control to modify the
offset tables.
If the skip signal is received before the tool enters the position tolerance
range, the remaining motion of the G37 block is aborted, and the control
continues on to the next block. If the skip signal is not received by the
time the tool exits the position tolerance range, the control continues on to
the next block. In either case, no modification of the tool offset table is
performed, and an error is generated though program execution is
not interrupted.
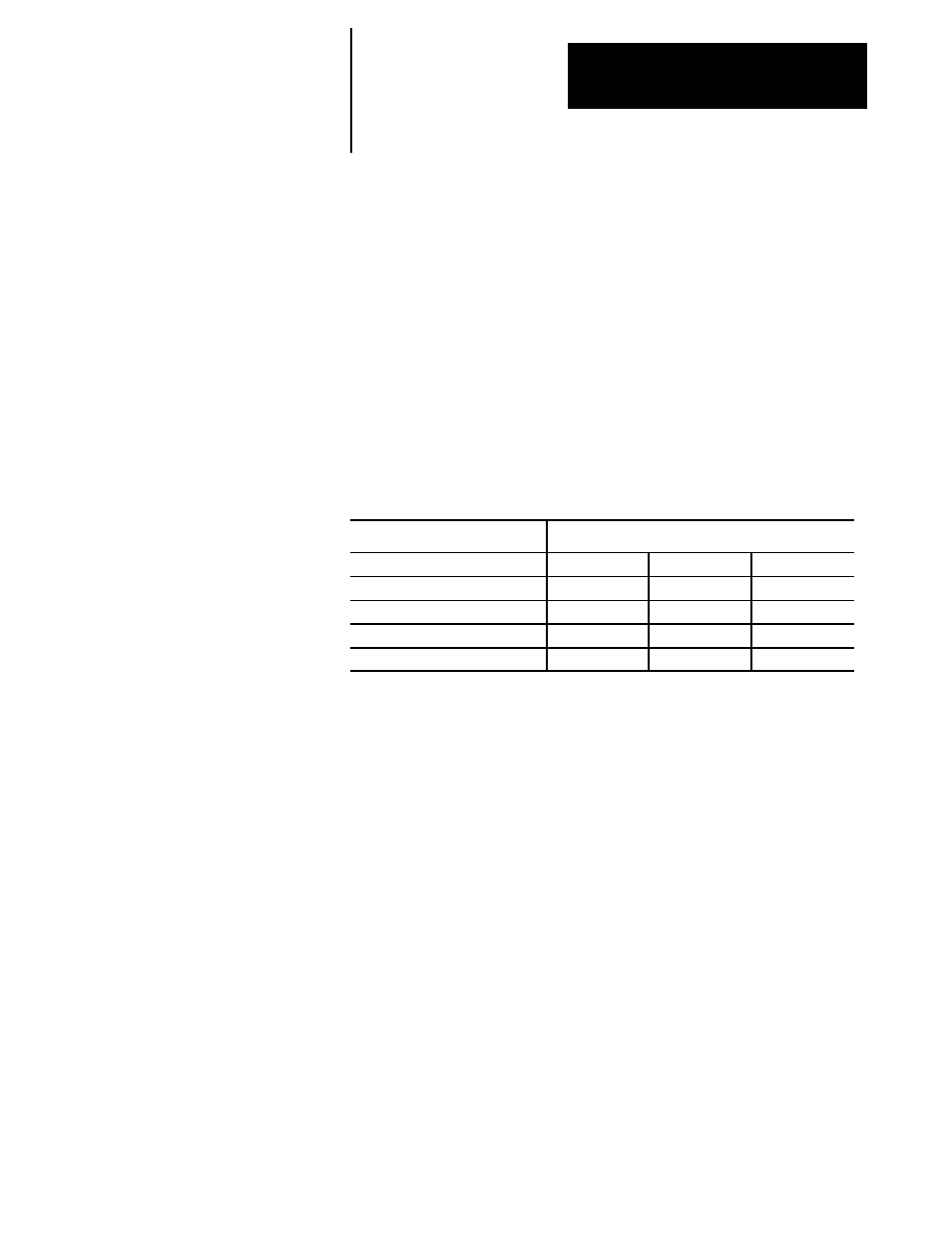
Parameter
Parameter Number
Single Process
Process 1
Process 2
Position tolerance for Skip 1
[206]
[20206]
[21206]
Position tolerance for Skip 2
[207]
[20207]
[21207]
Position tolerance for Skip 3
[208]
[20208]
[21208]
Position tolerance for Skip 4
[209]
[20209]
[21209]
Range
0.00000 to 100.00000 mm
or
0.00000 to 3.93701 inch
Notes
These are global parameters; the value set here applies to all axes.
For Dual Processing controls, this is a per process parameter. The value set
in the parameters applies to all of the axes assigned to that process.
22.9
Position Tolerance For Skip
1 - 4