2 g28 home speed – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 120
Home Parameters
Chapter 5
5-18
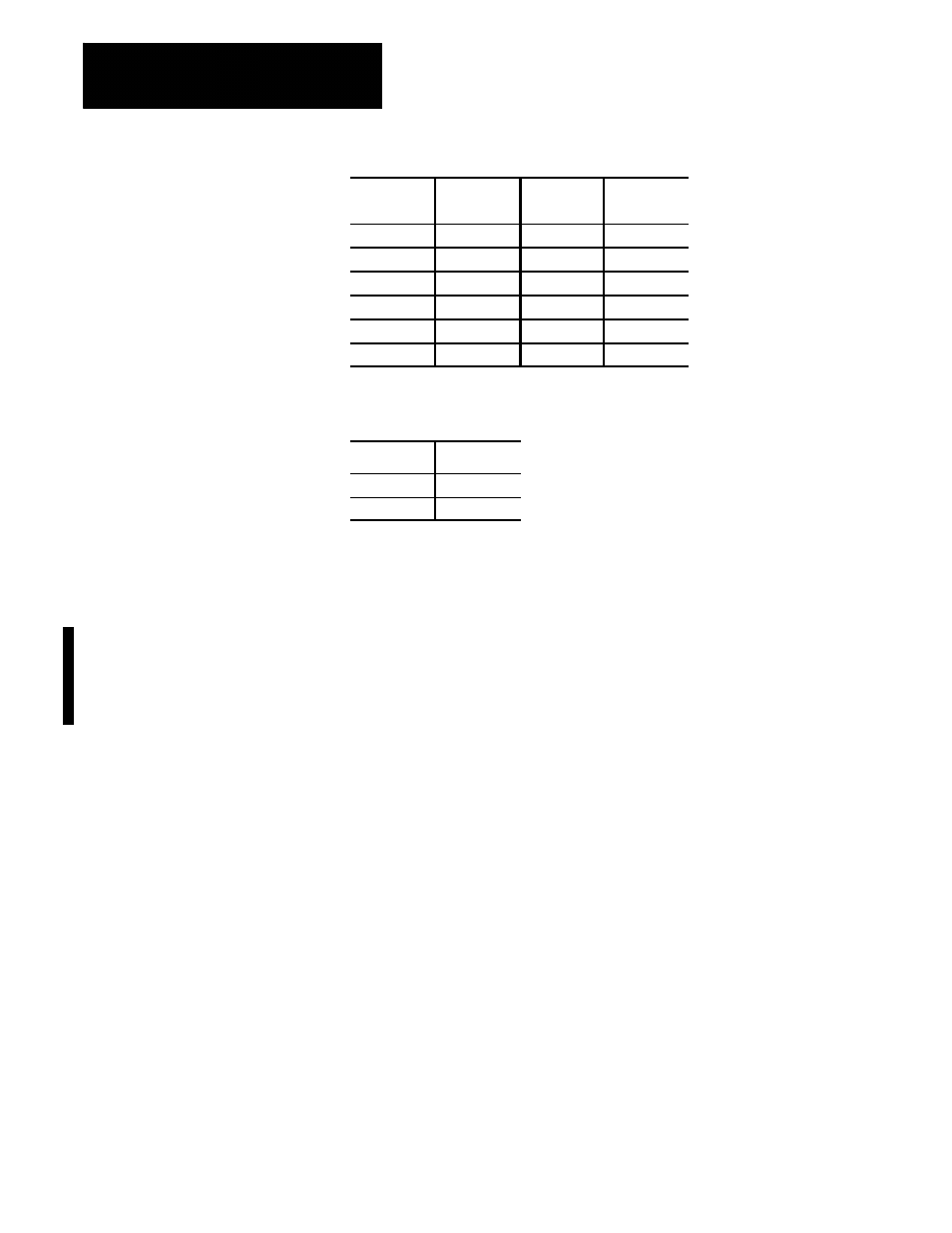
Axis
Parameter
Number
Axis
Parameter
Number
(1)
[1010]
(7)
[7010]
(2)
[2010]
(8)
[8010]
(3)
[3010]
(9)
[9010]
(4)
[4010]
(10)
[10010]
(5)
[5010]
(11)
[11010]
(6)
[6010]
(12)
[12010]
Range
Selection
Result
(a)
plus
(b)
minus
Notes
This parameter must be set independently for each axis.
For axes using A quad B scale feedback with DCMs: Use G28 Direction
to Home to specify the initial direction your axis moves to cross three
consecutive markers during an automatic homing operation (G28). Refer
to page 5-8 for more information about Homing Linear Scales with
Distance Coded Markers.
Function
This parameter specifies the feedrate for the axis while searching for the
home limit switch during an automatic homing operation (G28).
Once the switch is found the axis moves in the direction determined by the
AMP parameter Dir to Move Off Limit Switch at a feedrate determined
by the AMP parameter Home Speed from Limit Switch.
If the axis has already been homed when the G28 is commanded, this value
is not used. Refer to chapter 13 of your programming and
operation manual.
Important: If the speed selected here is too great, the axis may move
“through” the home switch before coming to a stop. If the switch changes
from “OFF” to “ON” and then back to “OFF” before the axis can stop, and
the Dir to Move off Limit Switch is the same as G28 Direction to Home,
the control generates a homing error. This error is “JOGGED HOME TOO
FAST: ” and includes the name of the violating axis.
5.2.2
G28 Home Speed