8 spindle orienting parameters – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 359
Spindle 2 Parameters
Chapter 13
13-13
These parameters are relevant only if your spindle provides position
feedback and is capable of orienting to a specific position.
Important: It is possible to perform coarse spindle orients without
position feedback through proper PAL programming and the use of
mechanical switches mounted on the spindle mechanism. These
parameters are not relevant for such an application.
The spindle orient feature (Figure 9.1) lets the control stop the spindle at
either a predefined angle set in AMP or a programmed angle. The spindle
orient feature is discussed in your lathe or mill programming and operation
manuals.
Spindle Homing
Spindle homing is performed automatically when the control enters spindle
orient mode (M19). (Note that spindle homing may also be forced when
the spindle enters the virtual C mode as discussed in chapter 28.) Spindle
homing consists of the spindle decelerating to the orient spindle RPM, and
finding the encoder marker (or null position). Once this position is found,
the spindle moves on to the spindle marker calibration point that
determines the location of the zero point of the spindle relative to the
encoder marker position. After this location is reached, the spindle moves
to the location requested in the M19 block.
Important: Note that the use of a spindle with feedback must have only
one encoder marker per revolution of the spindle. If more than one
encoder marker is present, inconsistent homing results depending on which
marker is found first when the spindle homing operation is activated.
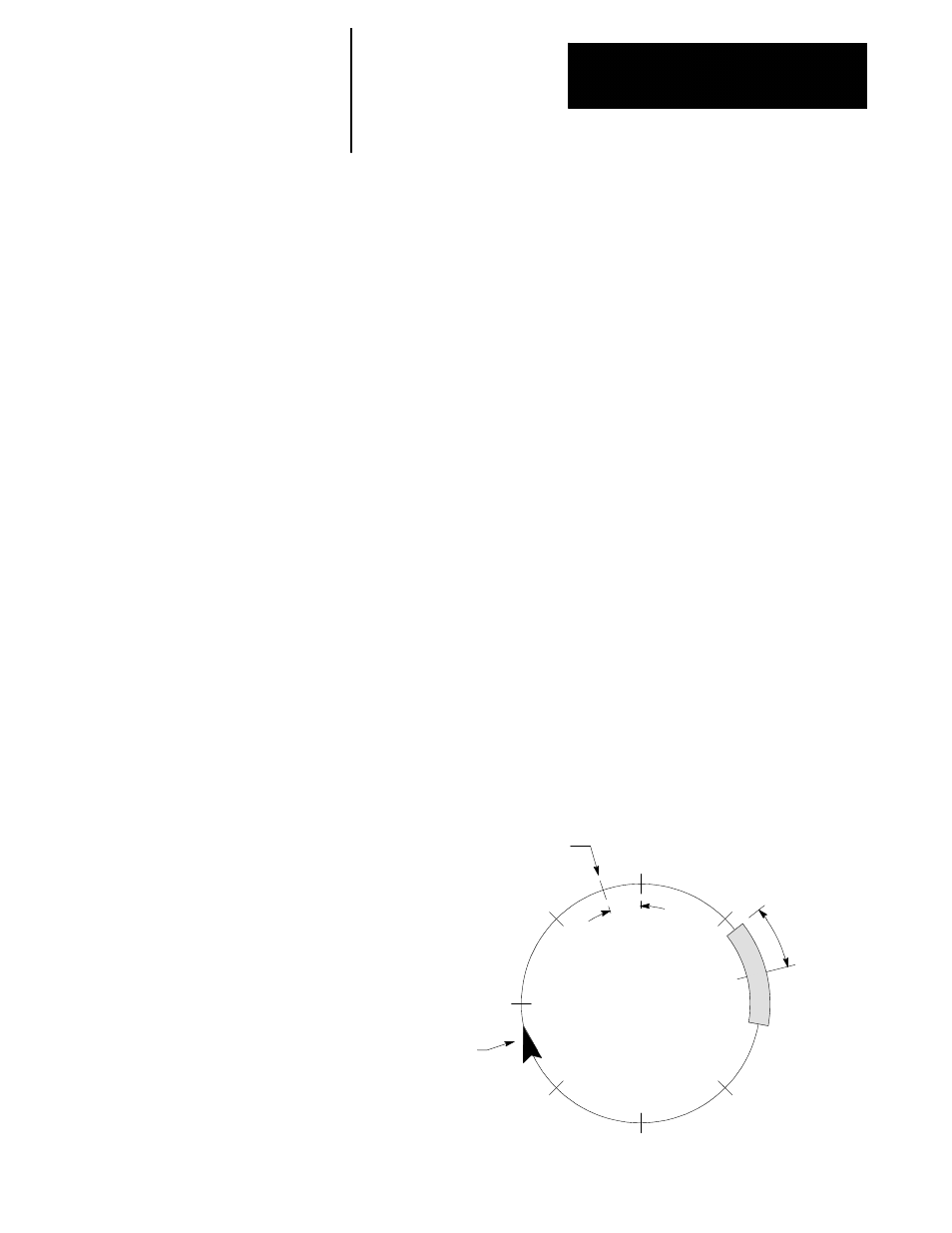
Figure 13.1
Parameters for Spindle Orient
ORIENT DIRECTION
Typically this is positive ( + )
as viewed from headstock
Encoder marker position
relative to spindle rotation
0 degree
ORIENT
INPOSITION
BAND
Typical
commanded
position
SPINDLE
MARKER
CALIBRATION
distance
13.8
Spindle Orienting
Parameters