7 dev. detection filter time – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 338
Spindle 1 Parameters
Chapter 12
12-10
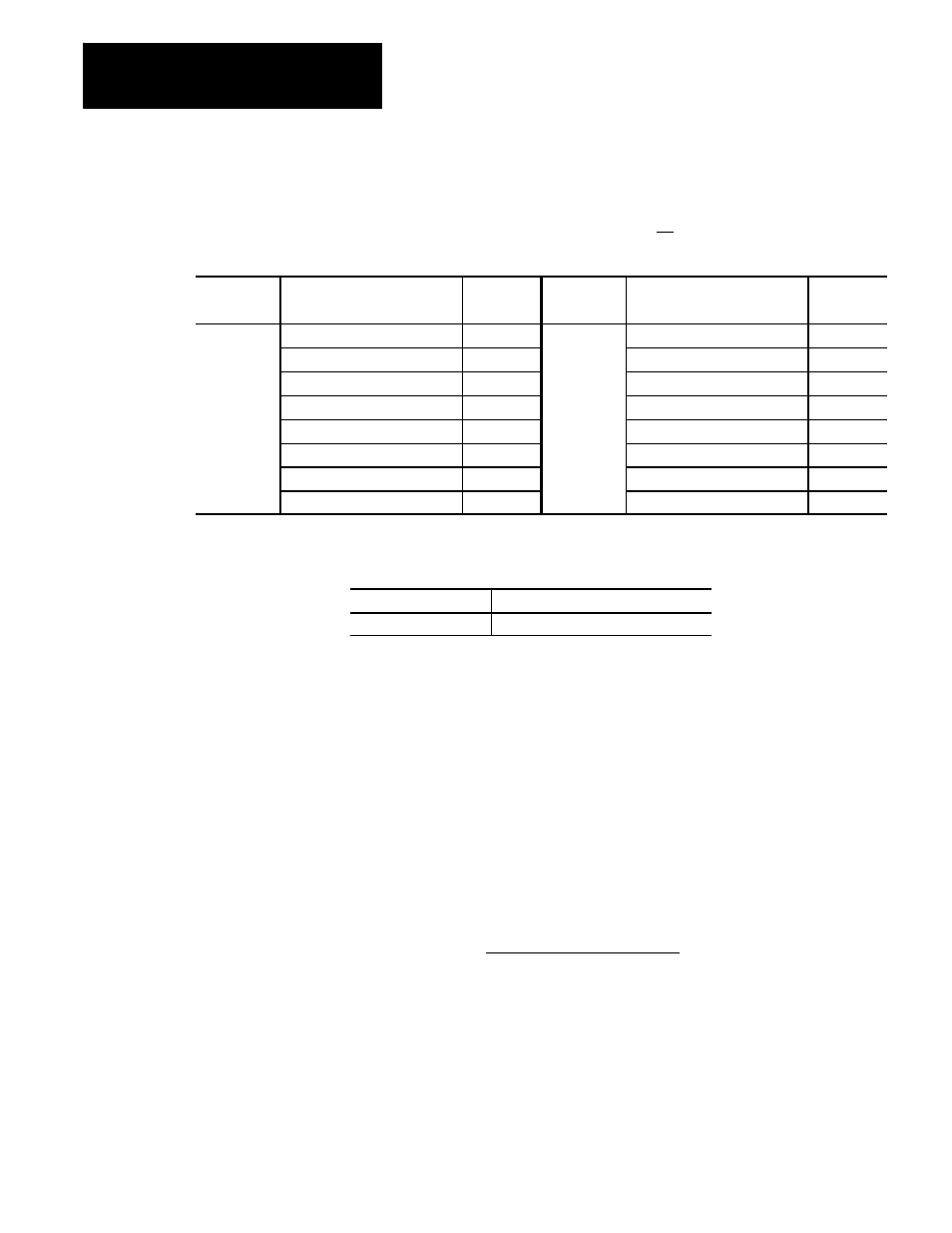
Values must be entered for all gear ranges specified by the parameter
Number of Gears Used. If any of the gears used has no value or an illegal
value entered here, the control assumes that no gears are available and
never requests a gear change.
Spindle
Parameter
Parameter
Number
Spindle
Parameter
Parameter
Number
All
Min. Spindle Speed - Gear 1
[900]
All
Max. Spindle Speed - Gear 1
[910]
Min. Spindle Speed - Gear 2
[901]
Max. Spindle Speed - Gear 2
[911]
Min. Spindle Speed - Gear 3
[902]
Max. Spindle Speed - Gear 3
[912]
Min. Spindle Speed - Gear 4
[903]
Max. Spindle Speed - Gear 4
[913]
Min. Spindle Speed - Gear 5
[904]
Max. Spindle Speed - Gear 5
[914]
Min. Spindle Speed - Gear 6
[905]
Max. Spindle Speed - Gear 6
[915]
Min. Spindle Speed - Gear 7
[906]
Max. Spindle Speed - Gear 7
[916]
Min. Spindle Speed - Gear 8
[907]
Max. Spindle Speed - Gear 8
[917]
Range
Min. Spindle Speed:
0 to Max. Spindle Speed (rpm)
Max. Spindle Speed:
Min. Spindle Speed to 99999.9(rpm)
Notes
This parameter must be set for each spindle axis.
Digital Spindle users must set this parameter (for gear 1 only) in addition
to setting the servo parameter “Maximum Motor Speed” to define valid
motor speeds.
Function
If spindle DAC output ramping is off:
This parameter specifies the spindle acceleration / deceleration time to be
used by the control only for simulated feedback. Simulated feedback is
explained with the parameter Spindle Deviation Tolerance.
Since the value entered here is used in simulating any change in speed
(regardless of whether it’s from 0 to 20 rpm, from 10 to 2000 rpm, or from
500 to 2000 rpm), it is recommended that an average time be entered.
12.7
Dev. Detection Filter Time