2 maximum cutting feedrate – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 285
Feedrate Parameters
Chapter 9
9-3
On angled-wheel grinding systems the rapid feedrate for positioning for
the virtual axis is a function of the angle of the wheel axis, and the rapid
feedrate for positioning for the wheel axis and the axial axis. The physical
speed of any given axis will not exceed its individual rapid feedrate for
positioning value. Other axis speeds are adjusted and clamped accordingly.
Function
This parameter specifies the maximum feedrate that the axis uses when
moving at a programmed feedrate. This is also referred to as a “feedrate
clamp” because the feedrate is, in effect, clamped at this maximum cutting
feedrate. When an attempt is made to exceed the maximum cutting
feedrate through programming or using the feedrate override switch, the
feedrate is “clamped” at the maximum cutting feedrate. This parameter
does not affect rapid feedrates (G00). The maximum cutting feedrate can
not be larger than the value set for Rapid Feedrate for Positioning
parameter.
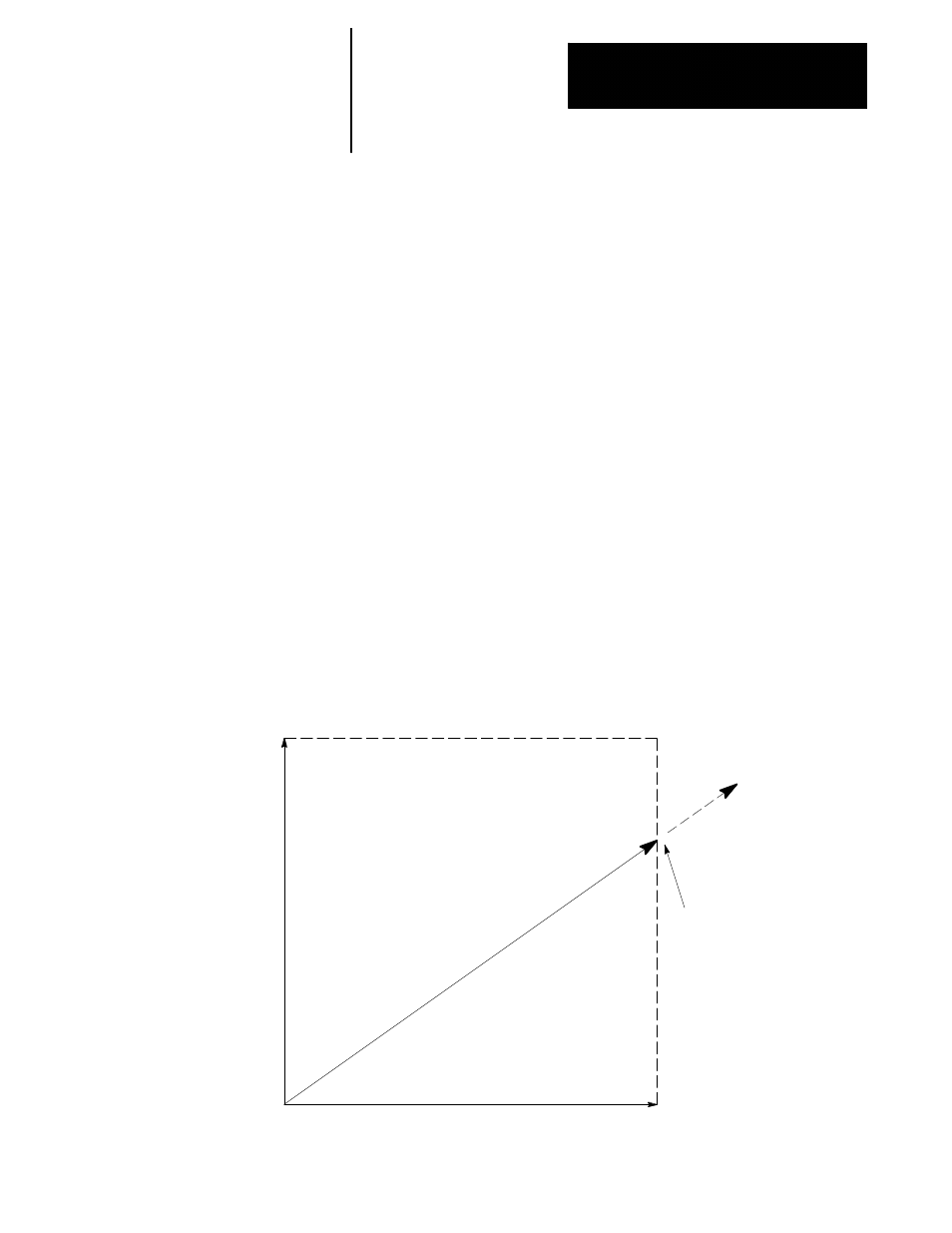
In a contouring move involving more than one axis, the control limits the
vector feedrate so that the maximum cutting feedrates of all axes involved
are not exceeded.
Figure 9.1
Effect of Maximum Cutting Feedrate
X Axis feedrate
Max.
Y axis
Feedrate
Max.
Actual feedrate reduced
for both axes so that
the X axis does not
exceed its max. value
specified in AMP
Feedrate associated
with a programmed
move would require
the X axis to exceed
its maximum allowed
feedrate
9.1.2
Maximum Cutting Feedrate