1 pulse count multipliers, Jog parameters chapter 8 – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 260
Jog Parameters
Chapter 8
8-2
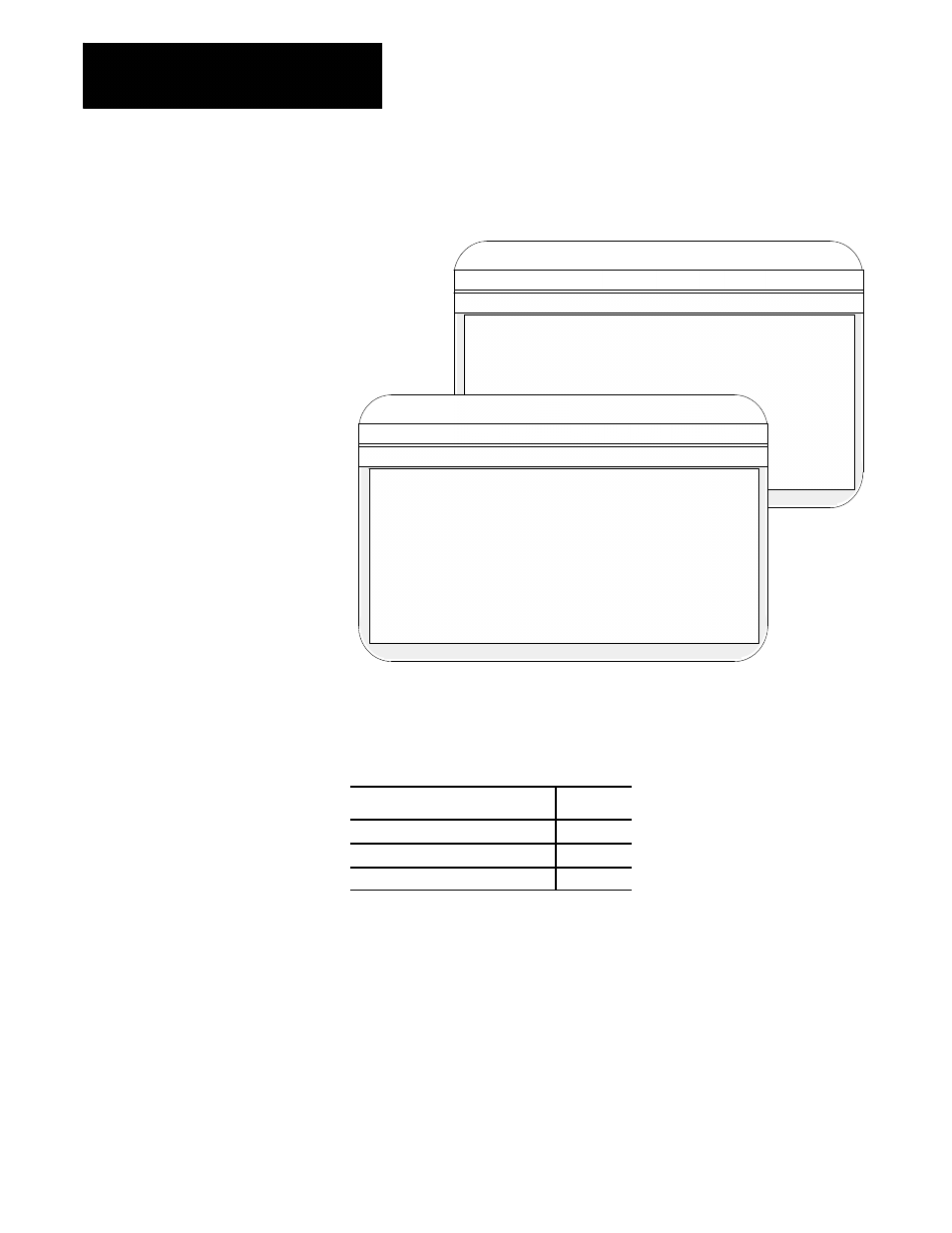
After you select “Jog Parameters” from the main menu, these screens
become available:
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F2-Project F3-Application F4-Utility
F5-Configuration
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Control Type : Mill
Axis :
X - linear
File :
TEST
- Jog Parameters -
Page 2 of 2
Largest Jog Increment (1)
:
25.40000 mm
Jog Retract Velocity
:
253.9980 mmpm
Max Jogs in Retracts
:
15
Traverse Jog Speed (1)
:
3810.00000 mmpm
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F2-Project F3-Application F4-Utility
F5-Configuration
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Control: Mill
AXIS :
X - linear
File :
TEST
- Jog Parameters -
Page 1 of 2
Pulse Count Multiplier_Low (1) :
0.00254 mm
Pulse Count Multiplier_Med (1) :
0.02540 mm
Pulse Count Multiplier_High (1):
0.25400 mm
Arbitrary Joggable Axis (1)
:
True
Lowest Jog Speed (1)
:
2.54000 mmpm
Second Jog Speed (1)
:
25.40000 mmpm
Third Jog Speed (1)
:
253.99998 mmpm
Fourth Jog Speed (1)
:
2540.00000 mmpm
Highest Jog Speed (1)
:
10159.99980 mmpm
Smallest Jog Increment (1)
:
0.00254 mm
Second Jog Increment (1)
:
0.02540 mm
Third Jog Increment (1)
:
0.25400 mm
Fourth Jog Increment (1)
:
2.54000 mm
Use these three pulse-count multiplier parameters to set the resolution of
the hand pulse generator (HPG or handwheel):
Parameter:
Page:
Pulse count multiplier — low
8-3
Pulse count multiplier — med
8-4
Pulse count multiplier — high
8-5
The value specified for each of the three pulse-count multiplier parameters
is the distance that the axis moves for each pulse that is sent from the HPG.
These three parameters correspond to LOW X1, MEDL X10, and
MEDX100 of
is taking place.
Important: When
HIGH X10000, the handwheel is disabled.
The default setting for
panel is LOW X1.
8.1
Pulse Count Multipliers