Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 462
Paramacro Parameters
Chapter 21
21-8
Function
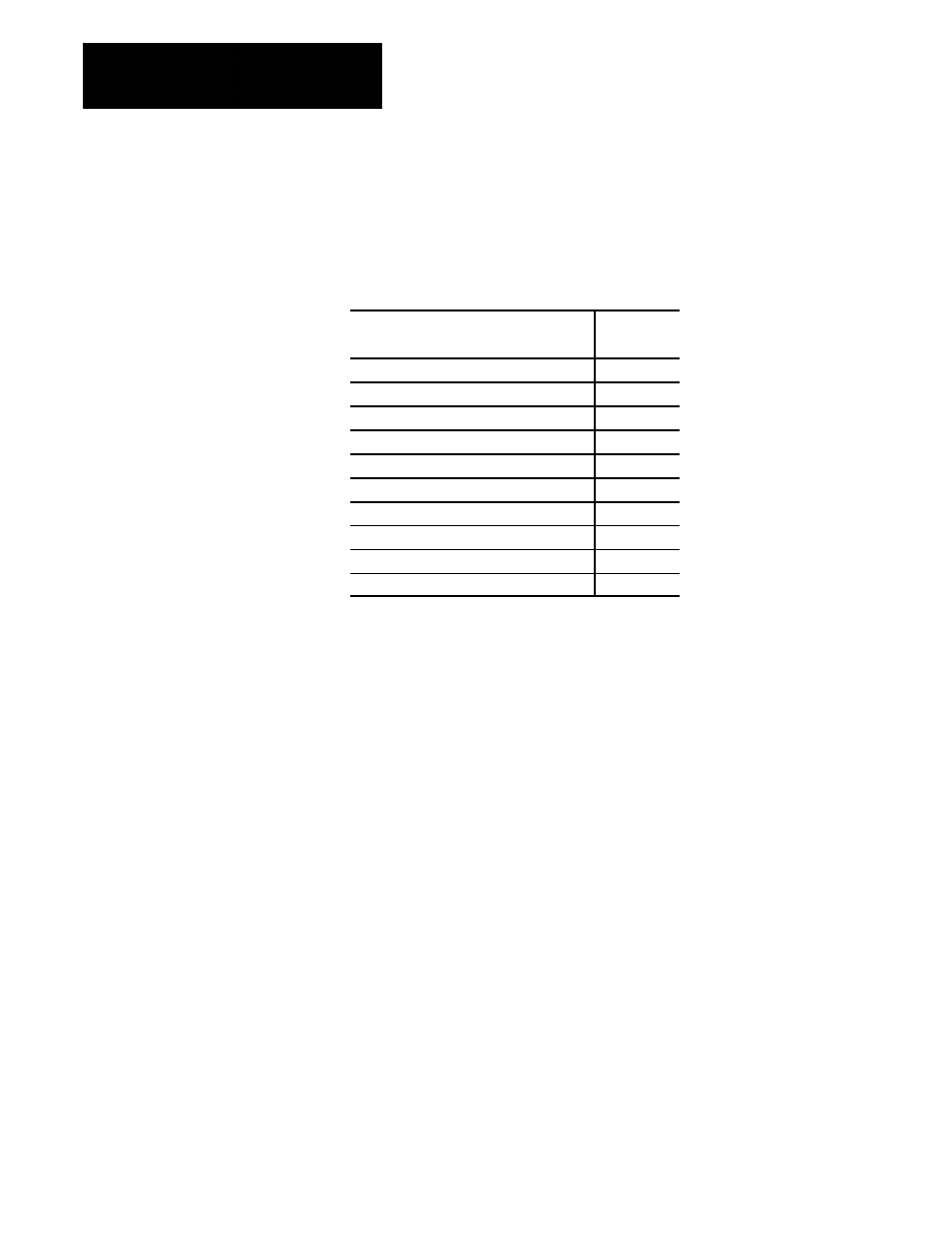
Use these parameters to determine the Type I AMP-defined G-codes used
to call paramacros program numbers 9010 to 9019. Specify the number of
the G-code that is used to call a specific paramacro number. This G-code
must be an integer (no decimals allowed).
Parameter
Parameter
Number
G-CODE FOR MACRO CALL TO #9010
[37]
G-CODE FOR MACRO CALL TO #9011
[39]
G-CODE FOR MACRO CALL TO #9012
[41]
G-CODE FOR MACRO CALL TO #9013
[43]
G-CODE FOR MACRO CALL TO #9014
[45]
G-CODE FOR MACRO CALL TO #9015
[47]
G-CODE FOR MACRO CALL TO #9016
[49]
G-CODE FOR MACRO CALL TO #9017
[51]
G-CODE FOR MACRO CALL TO #9018
[53]
G-CODE FOR MACRO CALL TO #9019
[55]
For example, if G-CODE FOR MACRO CALL TO #9018 is set at a
value of 100, programming a G100 in a program will call the paramacro
program in control memory named 9018.
Range
1 to 255
Notes
This is a global parameter; the value set here applies to all axes.
You cannot set this parameter equal to the value of G65; G66; G66.1; G70;
G71, G72, G73, G74, G75 (lathe only); and G89.1 and G89.2 (mill only).
If G65, G66, or G66.1 is assigned as an AMP-defined G-code, it is
ignored, and the system-defined G65, G66, or G66.1 operations will take
precedence. Other system-defined G-codes can be reassigned using this
parameter; however, doing so can disable their normal system-defined
function.
21.3.2
G-Code for Macro Call to
#9010 to #9019