Fixed cycles, 0 chapter overview, Chapter – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 521
Chapter
25
25-1
Fixed Cycles
This chapter describes the available milling and turning fixed-cycle AMP
parameters.
The fixed-cycle parameters are separated into these four sections:
Parameter:
Page:
Milling fixed-cycle parameters
25-3
Threading cycle parameters
25-10
Turning cycle parameters
25-16
7300 Tape Compatibility Parameters
25-18
Some of these parameters may also be changed on the control, as noted
below on with the fixed cycle parameters table.
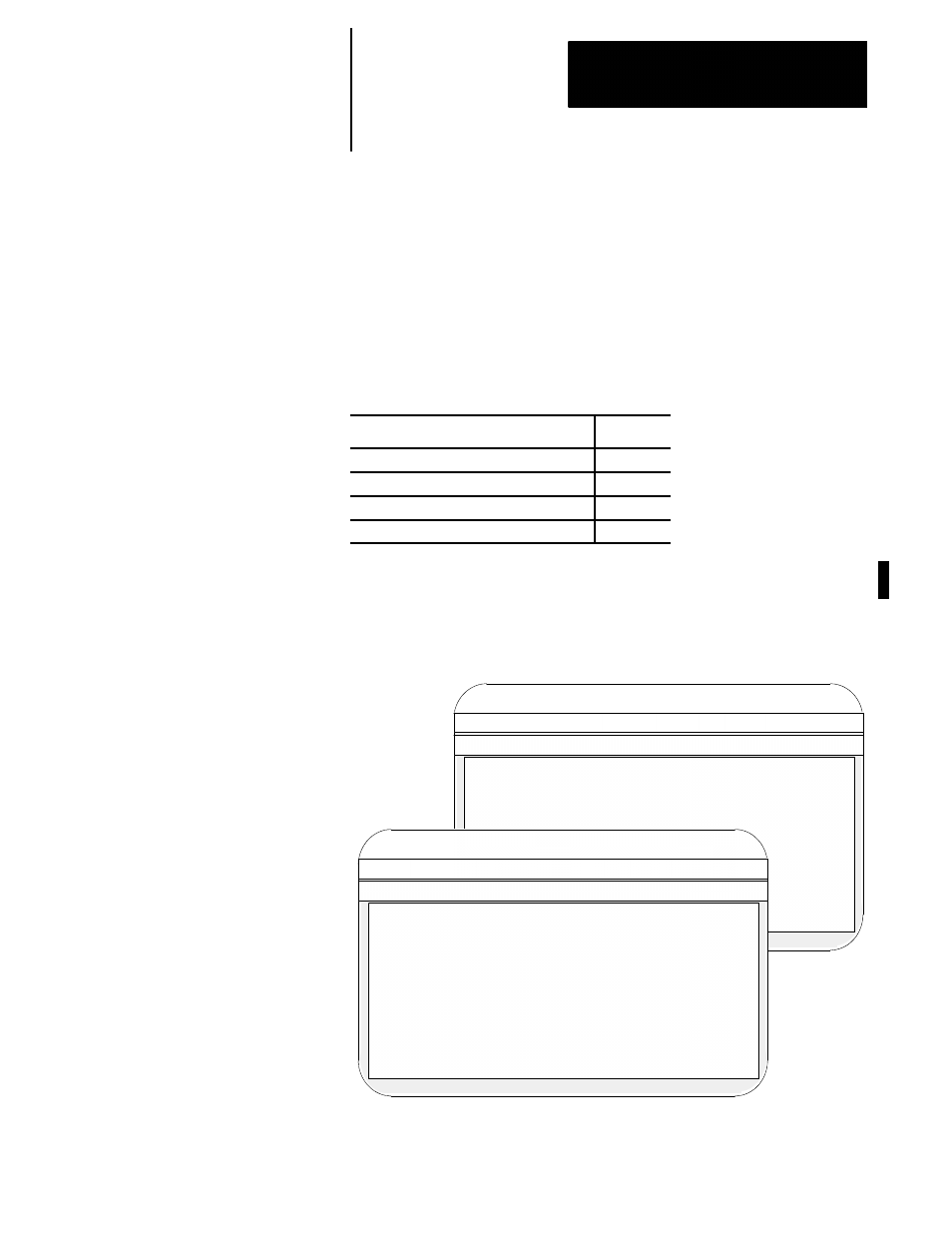
When you select the “Fixed Cycle Parameters” group and the control type
“Lathe,” the workstation displays these screens:
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F2-Project F3-Application F4-Utility
F5-Configuration
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Type : Lathe
Axis: X
P1:
File :
TEST
- Fixed Cycle Parameters -
Page 2 of 2
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F2-Project F3-Application F4-Utility
F5-Configuration
- Fixed Cycle Parameters -
Page 1 of 2
Retrct amt - Peck Drilling
:
25.40000 mm
Fine boring shift in Q-word
:
yes
Pullout angle, chamfered thrd
:
5.0 degrees
Pullout dist, chamfered thrd
:
5.080 Thread leads
Cycle clearance amount
:
25.40000 mm
Fine Boring shift dir. G17
:
G17 Primary axis 2 positive
Fine Boring shift dir. G18
:
G18 Primary axis 2 positive
Fine Boring shift dir. G19
:
G19 Primary axis 2 positive
Ignore dwell in tapping cycles
:
no
Rapid to Drilling Hole
:
yes
Always Repeat Turning Cycles
:
no
Fixed drilling axis
:
axis 3
Retract amount in grooving
:
0.00000 mm
Min infeed in multi threading
:
0.00000 mm
Finish allow in mult threading
:
0.00000 mm
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Type : Lathe
Axis: X
P1:
File :
TEST
25.0
Chapter Overview