10 add to tool offset for skip 1 - 4 – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 484
Tool Offset Parameters
Chapter 22
22-12
Function
Typically, when one of the G37 cycles is executed, the control moves
toward a programmed position. A signal is sent to PAL from a device
when contact is made between the tool and the device. The control then
subtracts the actual position of the tool when the signal is sent to PAL from
the programmed end-point of the move.
Use these parameters to determine whether the value generated as
described above is added to or replaces the current value in the table for
tool length (or radius value for mill versions when some axis other than the
tool length axis is used).
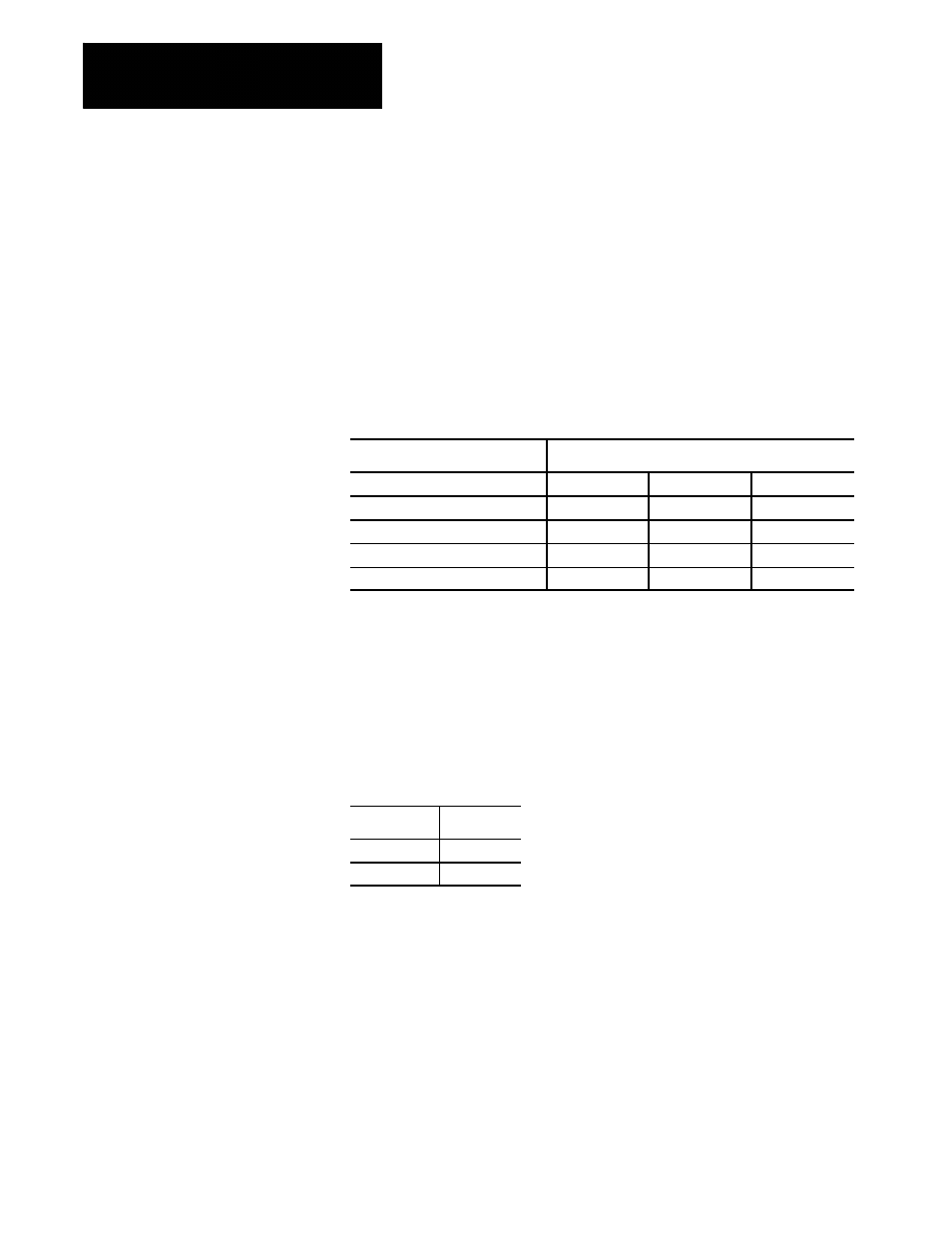
Parameter
Parameter Number
Single Process
Process 1
Process 2
Add to Tool Offset for Skip 1
[210]
[20210]
[21210]
Add to Tool Offset for Skip 2
[211]
[20211]
[21211]
Add to Tool Offset for Skip 3
[212]
[20212]
[21212]
Add to Tool Offset for Skip 4
[213]
[20213]
[21213]
True -- When this parameter is true, the value generated by the G37 cycle is
added to the offset data selected in the parameter Target Offset for Skip.
False -- When this parameter is false, the value generated by the G37 cycle
replaces the offset data in the table selected in the parameter Target Offset
for Skip.
Range
Selection
Results
(a)
True
(b)
False
Notes
These are global parameters; the value set here applies to all axes.
For Dual Processing controls, this is a per process parameter. The value set
in the parameters applies to all of the axes assigned to that process.
22.10
Add to Tool Offset for Skip
1 - 4