Servo parameters, 0 chapter overview, Chapter – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 147
Chapter
7
7-1
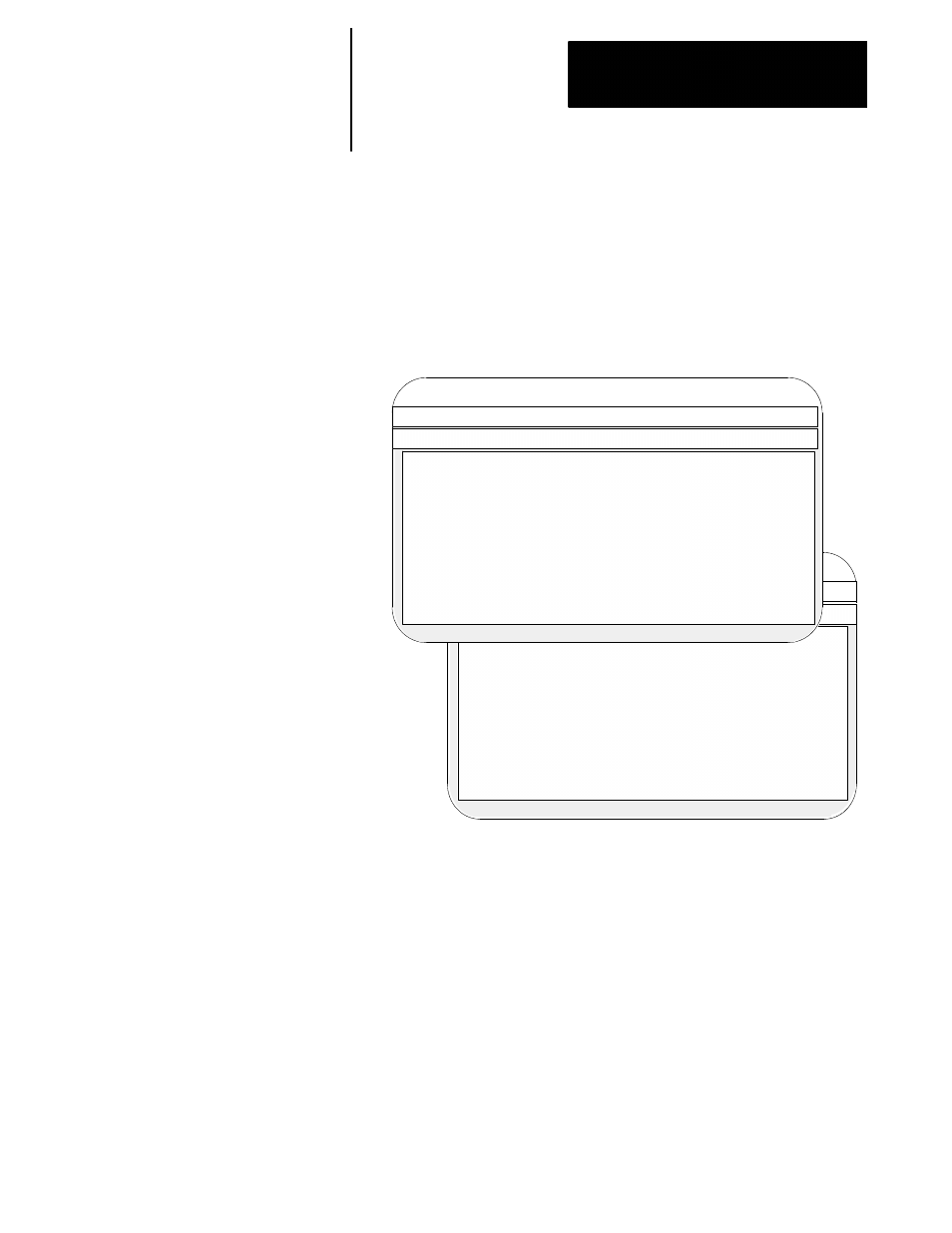
Servo Parameters
Use the servo parameter group to configure information about the servos
controlled by your 9/Series CNC. When you select the “Servo Parameters”
group, the following parameters are available to you:
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F2-Project F3-Application F4-Utility
F5-Configuration
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Control: Mill
AXIS :
X - linear
File :
TEST
- Servo Parameters -
Gain Break Point (1)
:
8.00000 in
Inposition Band (1)
:
0.00100 in
Initial Gain of Position Loop (1) :
1.00000
Position Loop Gain Break Ratio (1) :
1.00000
Feed Forward Percent (1)
:
0 %
Lead screw thread pitch (1)
:
0.100 in
Reversal Error Compensation (1)
:
0.00000 in
Excess Error (1)
:
8.00000 in
Feedrate Suppression Point (1)
:
8.00000 in
Velocity Loop Feedback Port (1)
:
No Feedback
Velocity Feedback Type (1)
: INC Encoder U/V/W on Dig. Mod.
Velocity Feedback Counts/Cycle (1) :
24000
Sign of Velocity Feedback (1)
:
Plus
Proj:
AMPTEST
Appl:
AMP
Util:
Edit
F1-File
F2-Axis
F3-Options
F4-Quick Edit!
F5-Process
Control: Mill
AXIS :
X - linear
File :
TEST
- Servo Parameters -
Number of Motors on 1st Board
:
THREE
Num Motors 2nd Brd (9/260 - 290)
:
NONE
Standard Motor Table Values
:
yes
Servo Hardware Type (1)
:
9/440 Digital (1394)
Servo Loop Type (1)
:
Digital or Digital Spindle
Output Port Number (1)
:
No Output
Servo Position Loop Type (1)
:
Open Loop
Position Loop Feedback Port (1)
:
Optional Feedback Con J9 or CN14
Position Feedback Type (1)
:
A Quad B With One Marker
Position Feedback Counts/Cycle (1) :
24000
Sign of Position Feedback (1)
:
Plus
Teeth on gear for pos. FB (1)
:
1
Teeth on lead screw for pos FB (1) :
1
Page 1 of 4
Page 2 of 4
7.0
Chapter Overview