18 torque filter cutoff frequency – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 232
Servo Parameters
Chapter 7
7-86
Function
This parameter is used on all digital systems and on analog systems that
use the Tachless Software Velocity Loop feature (loop type digital or
position/velocity). This filter can be used to remove some oscillations that
can occur in your drive systems (typically caused by some mechanical
characteristic). If an oscillation exists (and you have eliminated other
possible tuning causes) set this torque filter to a point just below the
frequency (in Hz) at which the oscillation stops occurring.
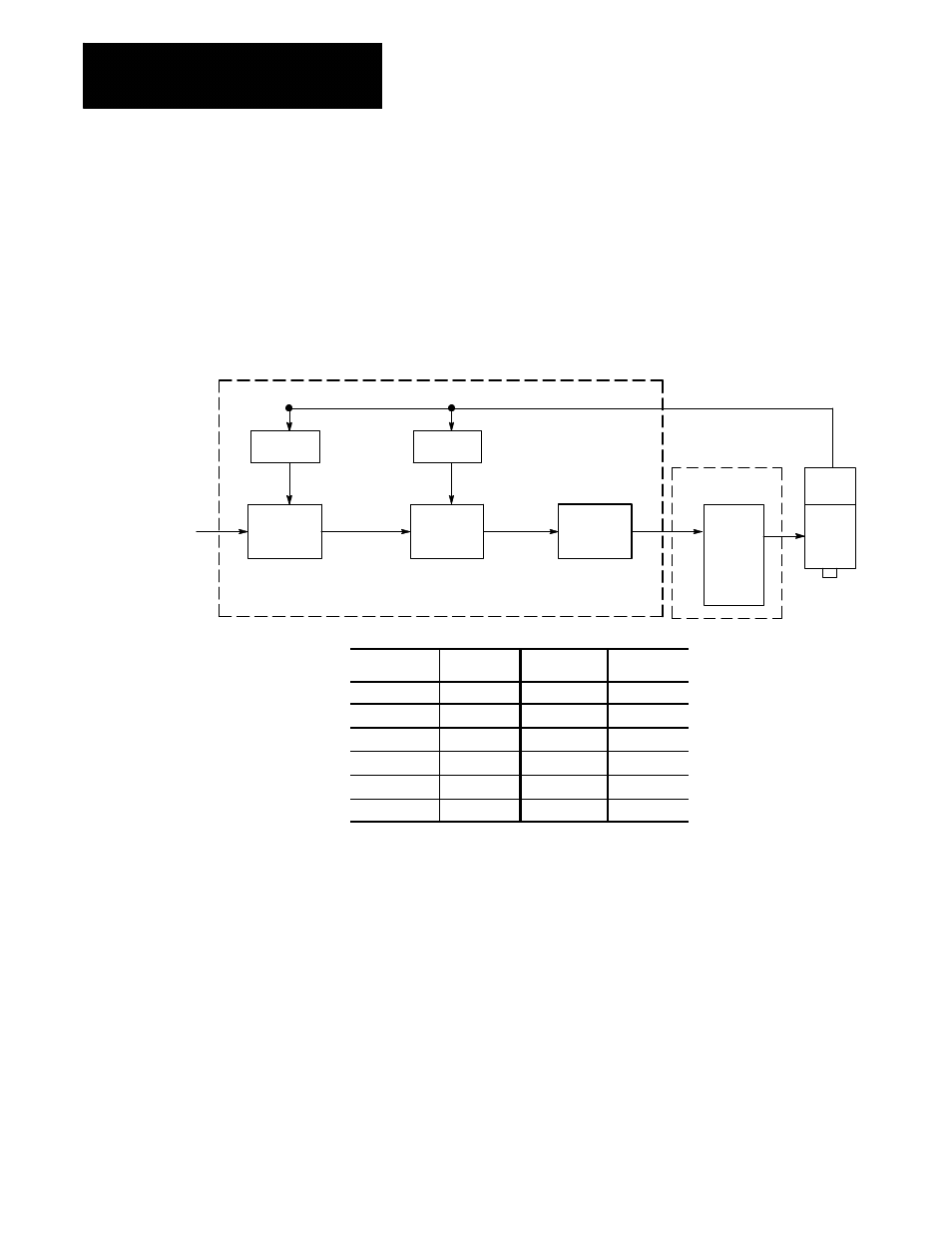
Digital (or Position/Velocity) Servo Interface
Position
command
Power
amplifier
Feed-
back
Motor
Position
detection
Velocity
Loop
Servo
Amplifier
Torque
Command
Filter
Position
Feedback
Position
Loop
Velocity
cmd.
Torque
cmd.
Axis
Number
Axis
Number
(1)
[1162]
(7)
[7162]
(2)
[2162]
(8)
[8162]
(3)
[3162]
(9)
[9162]
(4)
[4162]
(10)
[10162]
(5)
[5162]
(11)
[11162]
(6)
[6162]
(12)
[12162]
Range
10 to 10000 Hz
Notes
This parameter must be set independently for each servo. The torque filter
can be disabled by setting this parameter as high as possible (10000 Hz)
and should be disabled during initial servo tuning.
If you have no method of identifying the frequency of the oscillation, use this
procedure to set the torque filter cutoff frequency. First disable this filter by
raising the cutoff frequency to a very high number (2000 or 3000). Then
keep lowering the cutoff frequency until the oscillation stops occurring.
7.3.18
Torque Filter
Cutoff Frequency