5 axis position after homing – Rockwell Automation 8520-ARM2 9/Series CNC AMP Reference Manual Documentation Set User Manual
Page 114
Home Parameters
Chapter 5
5-12
As another example, the encoder orientation relative to the axis position
may change when repairing gears or gear belts. Consequently the distance
that the axis moves off the home limit switch during homing may be
different. That difference can be measured and entered as, or added to, the
Home Calibration value.
This parameter is not used for systems using distance coded marker linear
feedback devices. Refer to page 5-23 (Machine Pos. at DCM Scale 0) for
information correlating axis and scale position.
This parameter must be set independently for each axis.
Function
This parameter determines the coordinate value of the axis at its home
position.
The home position for an axis can have any legal coordinate value --
positive, negative, or zero.
When assigning this value, give consideration to the axis position relative
to its range of travel immediately after being homed.
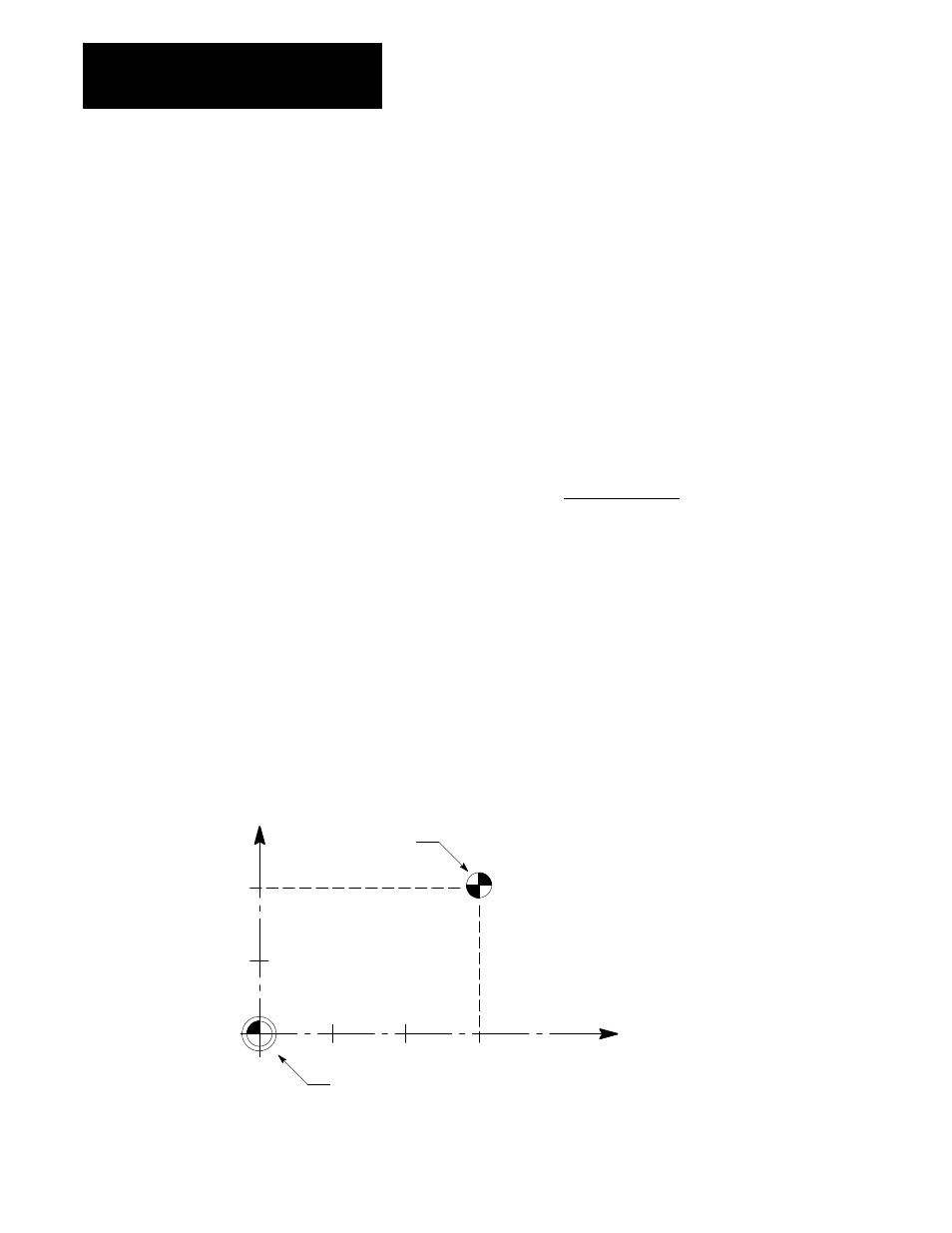
Figure 5.3 shows the results when the Axis Position after Homing is 4.0
for the Y axis and 6.0 for the X axis.
Figure 5.3
Defining the Coordinate of the Home Position
+Y
+X
4
2
2
4
6
Machine home
point
Machine coordinate system zero point
when AXIS POSITION AFTER HOMING
is defined to be X6. Y4.
5.1.5
Axis Position after Homing