Capture actual position, 9 actual position capture – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 90
4-31
TNC 425/TNC 415 B/TNC 407
4
Programming
X
e.g.
Z
X
L = –5
L
0
TOOL DEF 3 L–5 R
T3
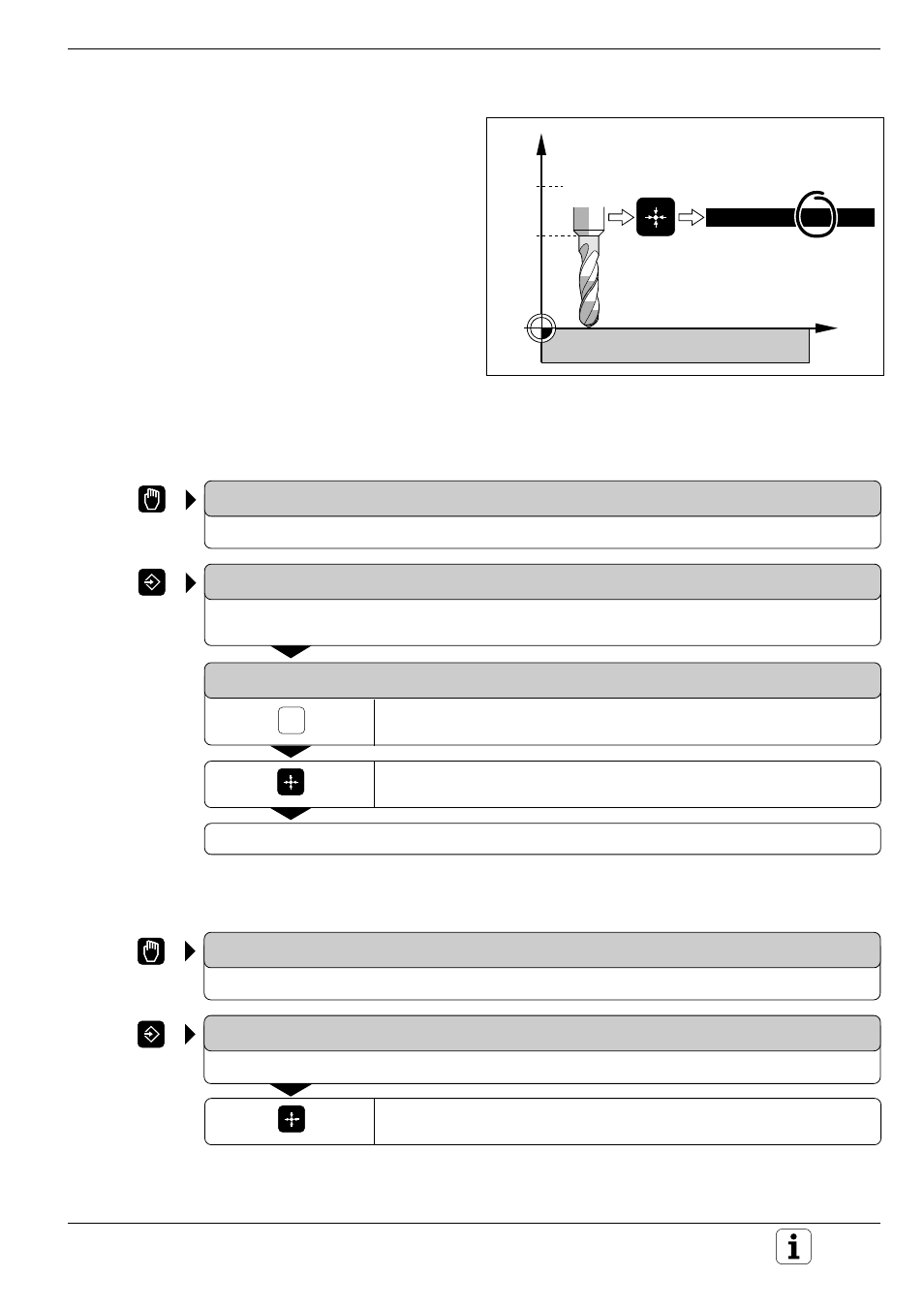
4.9 Actual Position Capture
Sometimes you may want to enter the actual
position of the tool in a particular axis as a coordi-
nate in a part program. Instead of reading the actual
position values and entering them with the number
keys, you can simply press the “actual position
capture” key. You can use this feature to
• enter a single coordinate into a highlighted block
• generate an L block if you have not marked a
specific word with the highlight
The L block is inserted after the block that is active
in the PROGRAMMING AND EDITING mode of
operation. It only contains the coordinates that
were selected with the MOD function (see page
11-10).
To capture a single coordinate:
MANUAL OPERATION
Move the tool to the position that you wish to capture.
PROGRAMMING AND EDITING
Select or create the block in which you wish to enter the actual position of the tool.
COORDINATES ?
Select the axis in which you wish to capture a coordinate, for
example X.
Transfer the actual position coordinate to the program.
Enter the radius compensation according to the position of the tool relative to the workpiece.
To generate a new L block with the actual position coordinates:
MANUAL OPERATION
Move the tool to the position that you wish to capture.
PROGRAMMING AND EDITING
Select the block after which the L block should be inserted.
The actual position coordinate is entered in a new L block.
Fig. 4.21:
Storing the actual position in the TNC