HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 228
8-21
8
Cycles
TNC 407/TNC 415 B/TNC 425
Subprogram 2:
Geometry of the auxiliary pocket:
External limitation of the machined surface
(From radius compensation RL and counter-clock-
wise machining direction, the control deduces that
contour element 2 is a pocket)
Subprogram 1:
Geometry of the island
(From radius compensation RR and counterclockwise
machining direction, the control deduces that contour
element 1 is an island)
Y
X
15
70
20
60
R12
LBL
1
2
3
4
5
6
9
8
7
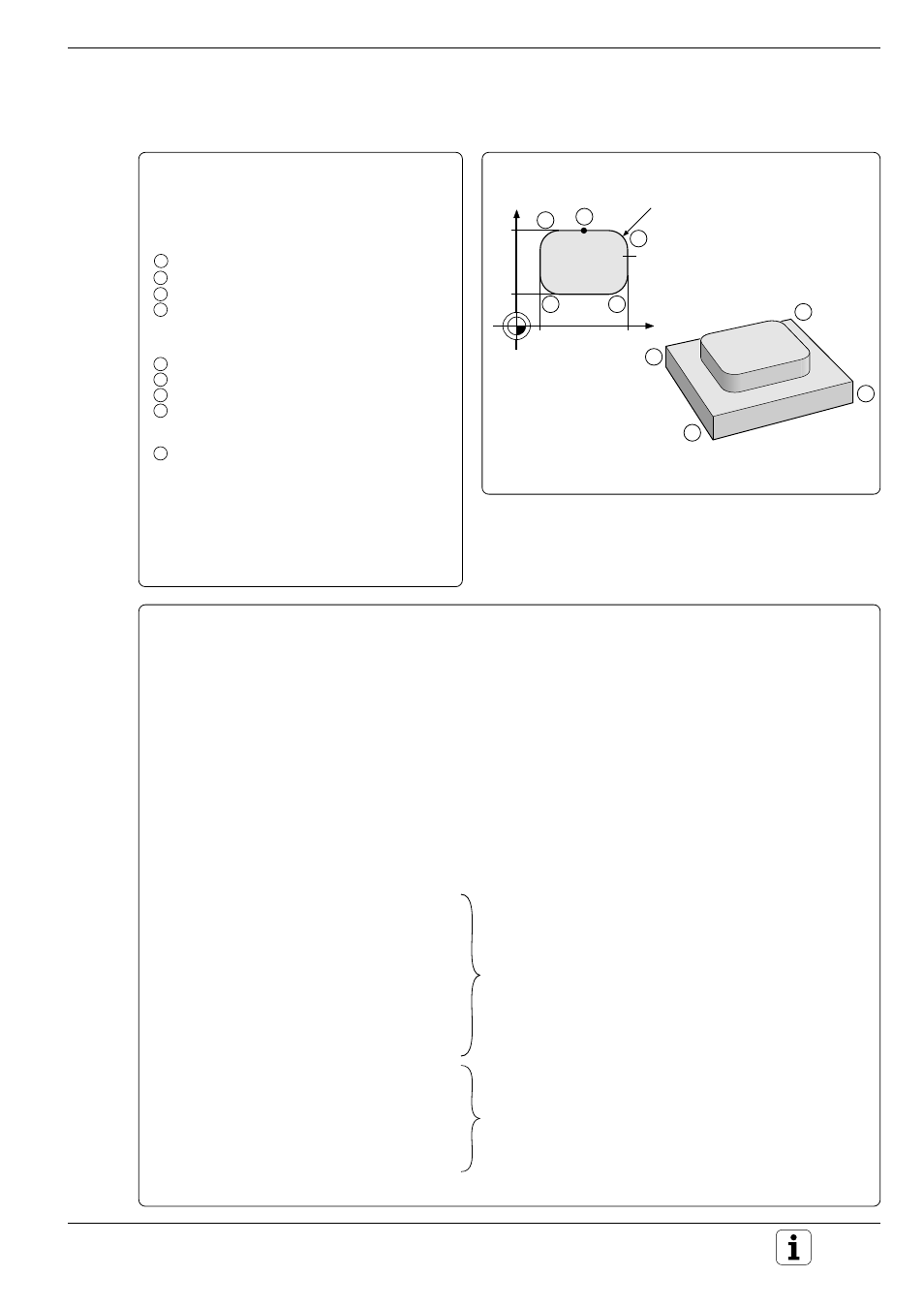
Example: Roughing-out a rectangular pocket
Rectangular pocket with rounded corners
Tool: center-cut end mill (ISO 1641),
radius 5 mm
Coordinates of the island corners:
X
Y
1
70 mm
60 mm
2
15 mm
60 mm
3
15 mm
20 mm
4
70 mm
20 mm
Coordinates of the auxiliary pocket:
X
Y
6
–5 mm
–5 mm
7
105 mm
–5 mm
8
105 mm
105 mm
9
–5 mm
105 mm
Starting point for machining:
5
X = 40 mm
Y = 60 mm
Setup clearance:
2
mm
Milling depth:
15
mm
Pecking depth:
8
mm
Feed rate for pecking:
100
mm/min
Finishing allowance:
0
Rough-out angle:
0
0
Milling feed rate:
500
mm/min
Cycle in a part program
0
BEGIN PGM ROUGH MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+3
4
TOOL CALL 1 Z S1000
5
CYCL DEF 14.0 CONTOUR GEOM.
6
CYCL DEF 14.1 CONTOUR LABEL 2/1
7
CYCL DEF 6.0 ROUGH-OUT .............................. Cycle definition ROUGH-OUT
8
CYCL DEF 6.1 SET UP +2 DEPTH –15
9
CYCL DEF 6.2 PECKG +8 F100 ALLOW +0
10
CYCL DEF 6.3 ANGLE +0 F500
11
L Z+100 R0 F MAX M6
12
L X+40 Y+50 F MAX M3 .................................... Pre-positioning X and Y, spindle on
13
L Z+2 F MAX M99 .............................................. Pre-positioning Z, cycle call
14
L Z+100 F MAX M2
15
LBL 1
16
L X+40 Y+60 RR
17
L X+15
18
RND R12
19
L Y+20
20
RND R12
21
L X+70
22 RND R12
23
L Y+60
24
RND R12
25
L X+40
26
LBL 0
27
LBL 2
28
L X–5 Y–5 RL
29
L X+105
30
L Y+105
31
L X–5
32
L Y–5
33
LBL 0
34
END PGM ROUGH MM