Feed rate factor for plunging movements: m103 f – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 165
TNC 425/TNC 415 B/TNC 407
5-66
5
Programming Tool Movements
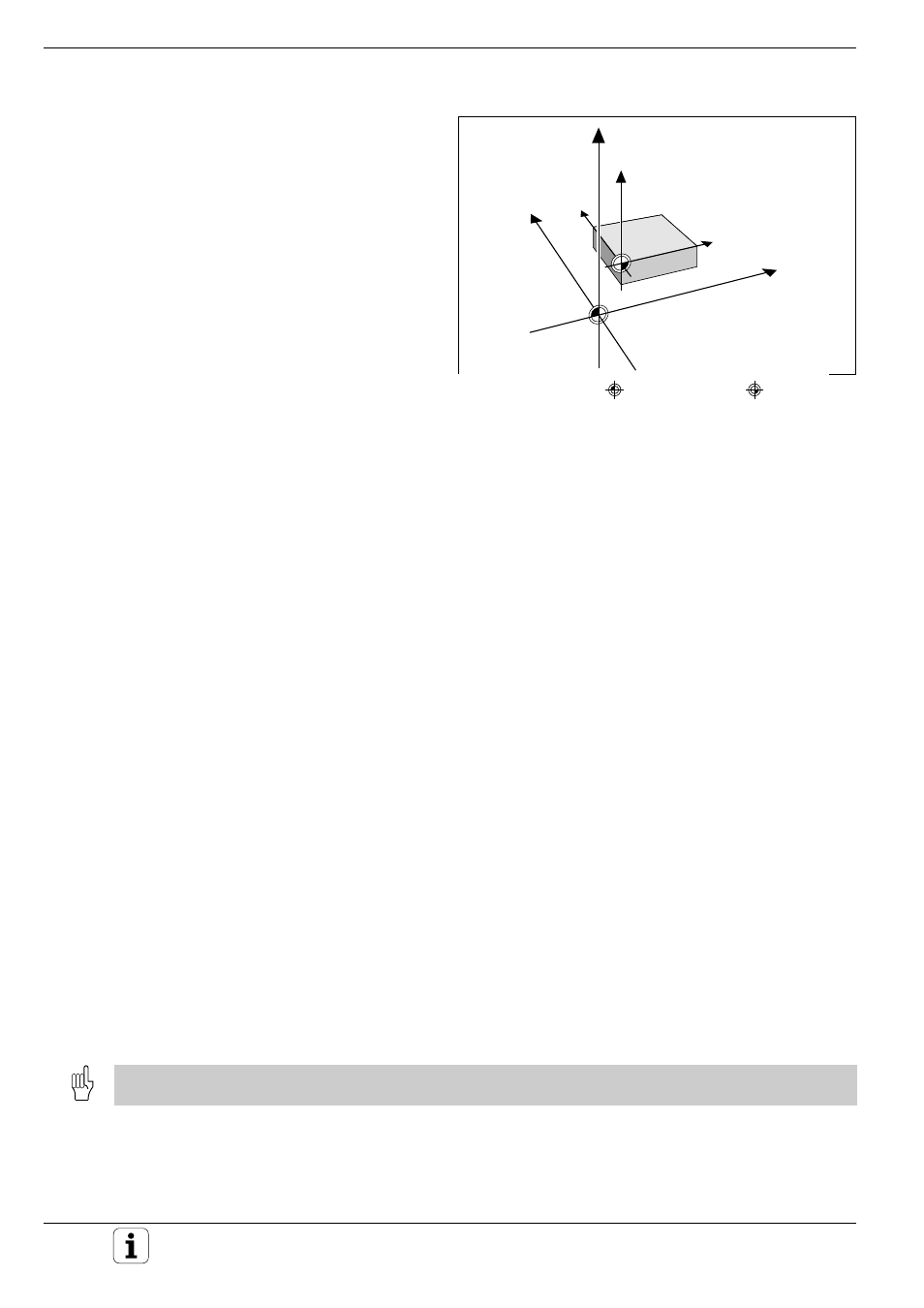
X
Z
Y
Y
X
Z
M
M
M
Fig. 5.58:
Machine zero
and workpiece zero
M Functions for Contouring Behavior
.
.
.
.
Workpiece datum
The user enters the coordinates of the datum for
workpiece machining in the MANUAL OPERATION
mode (see page 2-7).
If you want the coordinates to always be refer-
enced to the machine zero point, you can inhibit
datum setting for one or more axes.
If datum setting is inhibited for all axes, the TNC no
longer displays the DATUM SET soft key in the
MANUAL OPERATION mode.
Feed rate factor for plunging movements: M103 F...
Standard behavior – without M103 F...
The TNC moves the tool at the last programmed feed rate, regardless of
the direction of movement.
Reducing feed rate during plunging –
with M103 F...
The TNC reduces the feed rate for movement in the negative direction of
the tool axis to a given percentage of the last programmed feed rate:
FZMAX = FPROG * F%
FZMAX: Maximum feed fate in the
negative tool axis direction
FPROG: Last programmed feed rate
F%:
Programmed factor behind M103 in %
Duration of effect
M103 F... is cancelled by programming M103 without a factor.
Example: Enter a feed rate for plunging 20% of the feed rate in the plane
Actual feed rate
(mm/min)
at 100% override
L X+20 Y+20 RL F500 M103 F20
500
L Y+50
500
L IZ–2.5
100
L IY+5 IZ–5
316
L IX+50
500
L Z+5
500
M103 F... is activated with machine parameter 7440 (see page 12-12).