HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 157
TNC 425/TNC 415 B/TNC 407
5–58
5
Programming Tool Movements
Contours – FK Free Contour Programming
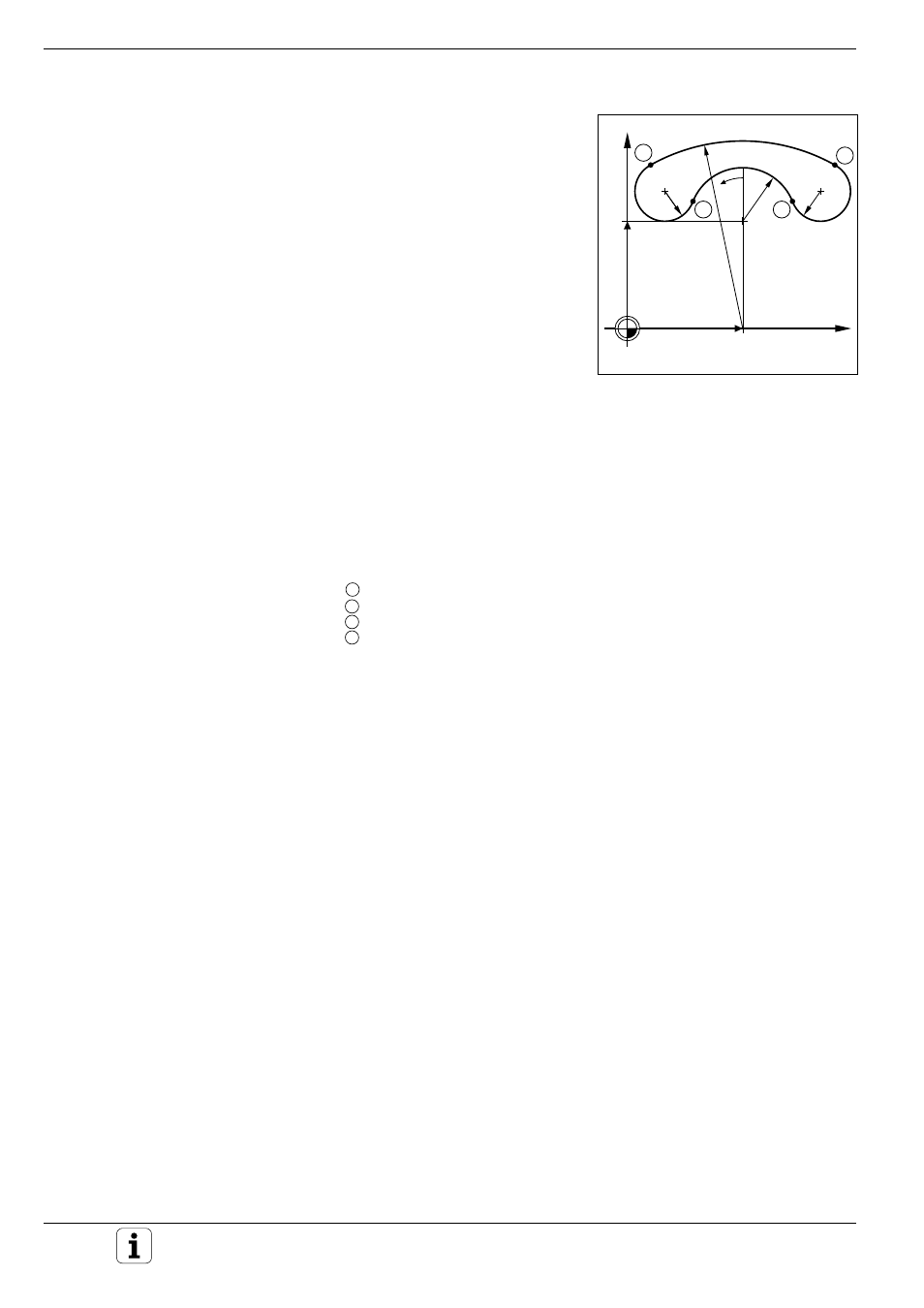
Fig. 5.50:
Drawing for the program FKYOKE
R14
X
Y
R14
R88
R25
1
4
2
50
50
3
FK program
0
BEGIN PGM FKYOKE MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2
4
TOOL CALL 1 Z S500
5
L Z+100 R0 F MAX M6
6
APPR LN X+50 Y+75 Z–10 LEN+20 RL F100 M3
7
FC DR+ R25 CCX+50 CCY+50
1
8
FCT DR– R14
2
9
FCT DR– R88 CCX+50 CCY+0
3
10 FCT DR–R14
4
11 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50
12 FSELECT 2
13 DEP LCT X+50 Y+30 Z+100 R20 F2000 M2
14 END PGM FKYOKE MM
Converting FK programs
You can convert an FK program so that all the F blocks are changed to
HEIDENHAIN dialog blocks (see page 1-36).
You therefore may have to redefine circle centers in the converted
program that were entered in the FK program before the FK blocks were
entered.
Converted program
0
BEGIN PGM YOKE MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2
4
TOOL CALL 1 Z S500
5
L Z+100 R0 F MAX M6
6
APPR LN X+50 Y+75 Z–10 LEN+20 RL F100 M3
7
CC X+50 Y+50
8
CX+26.805 Y+59.3269 DR+
9
CC X+13.8158 Y+64.55
10 C X+6.9701 Y+76.7622 DR–
11 CC X+50 Y+0
12 C X+93.0299 Y+76.7622 DR–
13 CC X+86.1842 Y+64.55
14 C X+73.195 Y+59.3269 DR–
15 CC X+50 Y+50
16 C X+50 Y+75 DR+
17 DEP LCT X+50 Y+30 Z+100 R20 F2000 M2
18 END PGM YOKE MM