HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 109
TNC 425/TNC 415 B/TNC 407
5-10
5
Programming Tool Movements
Fig. 5.13:
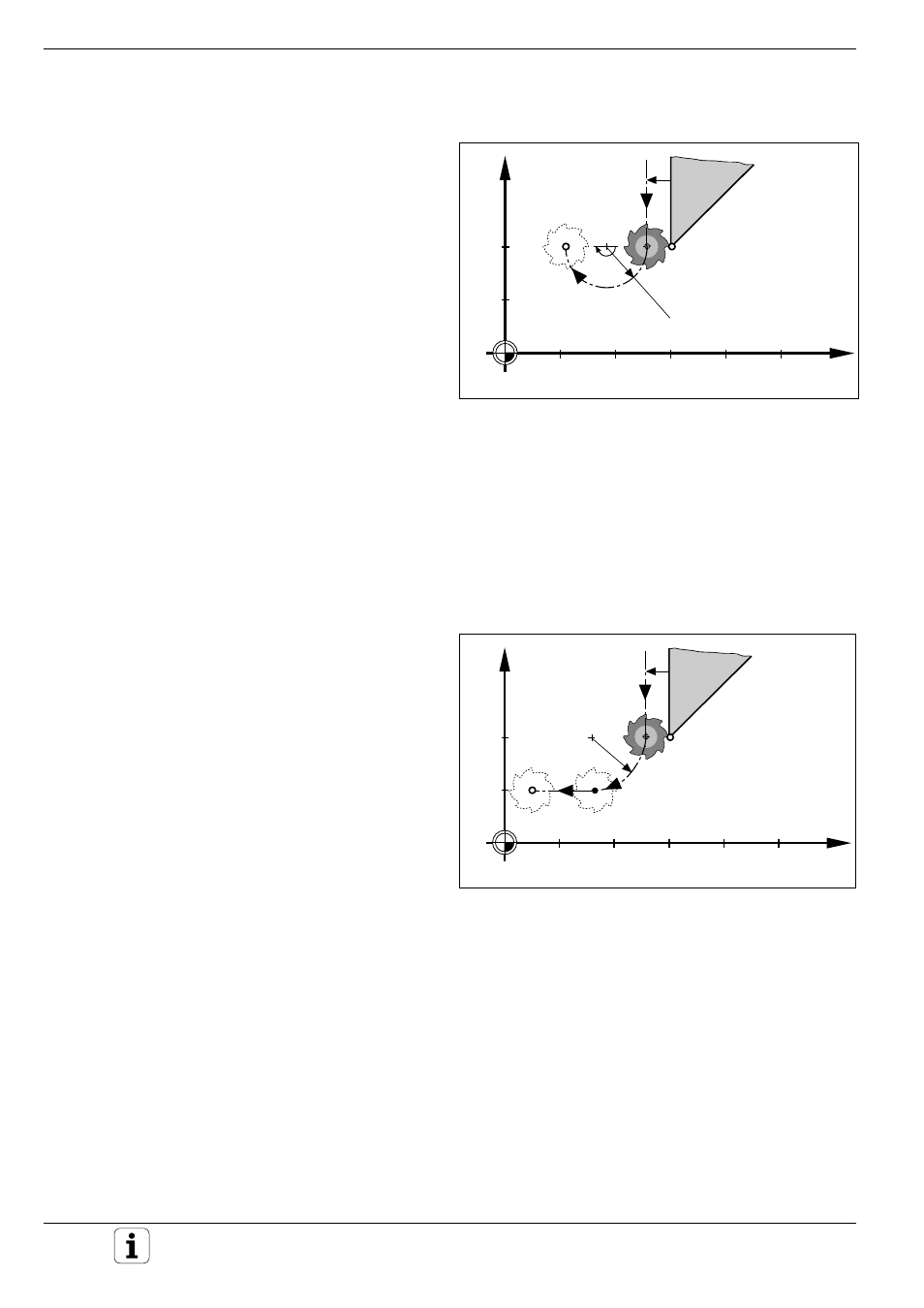
Departing on a circular arc tangentially connecting the
contour with a subsequent straight line
Contour Approach and Departure
Fig. 5.12:
Contour departure on a tangentially connected circular arc
Y
X
10
20
30
40
50
10
20
P
N
RO
P
E
RR
RR
A
R > 0
Y
X
10
20
30
40
50
10
20
P
N
RO
P
E
RR
RR
R
P
H
RO
Departing tangentially on a circular arc: DEP CT
The tool moves on a circular arc from the last
contour point P
E
to the end position P
N
. The arc is
tangentially connected to the last contour element.
Input
• Radius R of the circular arc
• Center angle CCA of the arc
(maximum input value 360°)
Algebraic sign for R
Always enter R as a positive value.
NC blocks
LY+20 RR F100 ......................................... P
E
with radius compensation, feed rate for machining
DEP CT CCA180 R+10 F100 ..................... Center angle CCA = 180°, radius R = 10 mm
L Z+100 FMAX M2 ................................... Retract in Z, return to block 1, end program
Departing on a circular arc tangentially connecting the contour and a straight line: DEP LCT
The tool moves on a circular arc from the last
contour point P
E
to an auxiliary point P
H
. It then
moves on a straight line from P
H
to the end position
P
N
.
The arc is tangentially connected both to the last
contour element and to the line from P
H
to P
N
.
Once these two lines are known, the radius R then
suffices to completely define the tool path.
This type of tool path is similar to the corner
rounding (RND) function described on page 5-30.
Input
• Coordinates of the end position P
N
• Radius R of the arc
NC blocks
LY+20 RR F100 ......................................... P
E
, with radius compensation, feed rate for machining
DEP LCT X+5 Y+10 R10 F100 .................. P
N
, radius R = 10 mm
L Z+100 FMAX .......................................... Retract in Z, return to block 1, end program