Approach/depart contour, Appr – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 104
5-5
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
Contour Approach and Departure
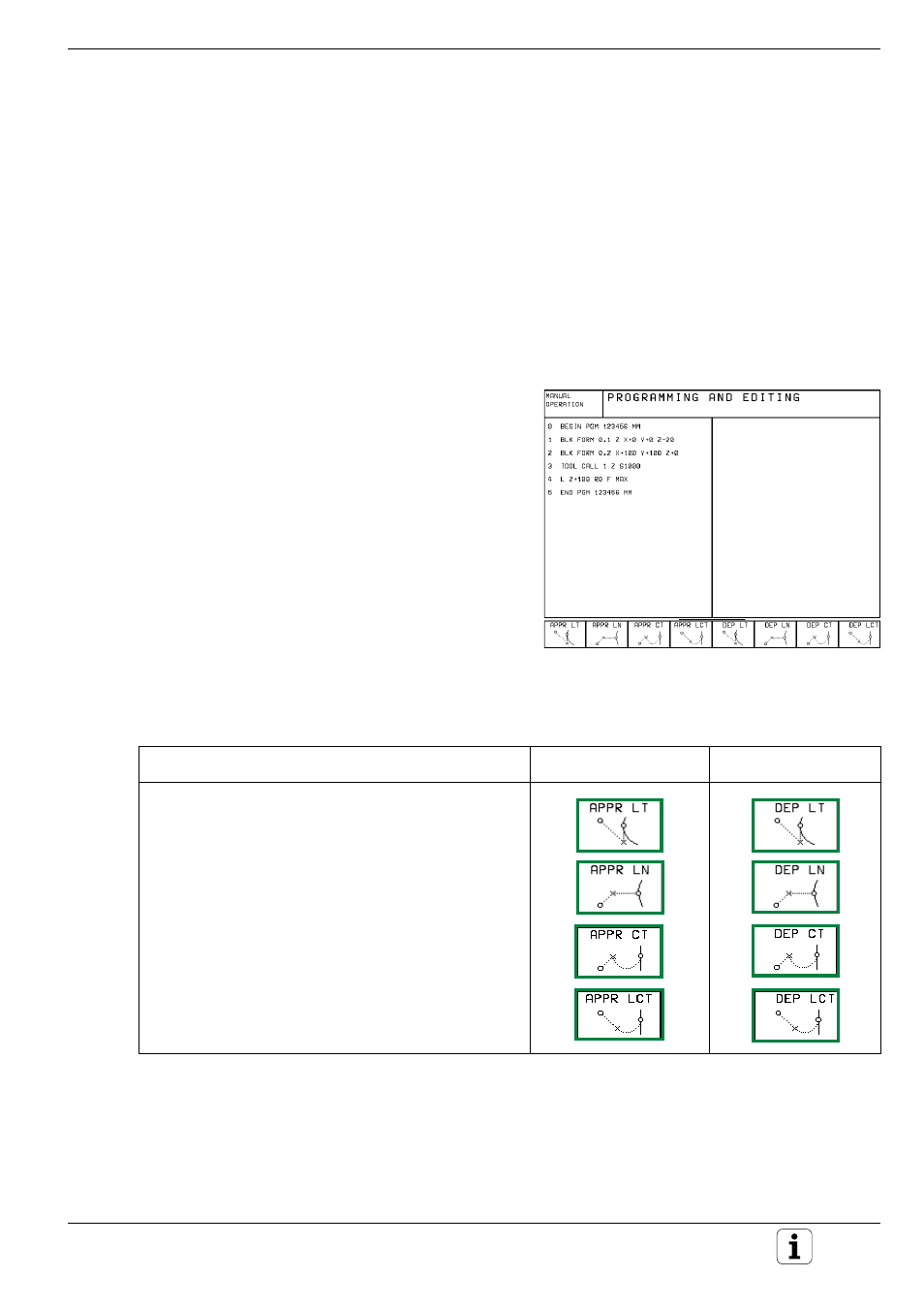
Fig. 5.5:
Soft-key row with the functions for approach
and departure
Radius compensation
The tool radius compensation for machining is programmed in the APPR
block.
Approach block without radius compensation
If the APPR block is programmed with R0, the TNC calculates the tool
path for a tool radius of 0 mm and a radius compensation RR! The radius
compensation is necessary to set the direction of contour approach and
departure in the APPR/DEP LN and APPR/DEP CT functions.
The blocks for departure automatically remove the tool radius compensa-
tion. There is no need to enter R0.
Overview of input
The functions for contour approach and departure
are activated with the light gray APPR/DEP key just
above the path function key CR.
The path of tool movement is determined by soft
key.
Position data can be entered as usual in absolute or
incremental coordinates and in Cartesian or polar
coordinates.
If the spindle axis is also entered in the APPR/DEP
block, the TNC will move the tool using positioning
logic. For example, it will leave the contour in the
working plane first and then in the spindle axis.
Types of paths for approaching the first or departing the last contour point
Type of path
Approach
Departure
• Straight line with tangential connection
• Straight line perpendicular to the contour point
• Circular arc with tangential connection
• Circular path with tangential connection to the contour.
Approach and departure to an auxiliary point outside of
the contour on a tangentially connecting line.
Abbreviations
APPR
APPR
APPR
APPR
APPR
Approach
DEP
DEP
DEP
DEP
DEP
Departure
L
L
L
L
L
Line
C
C
C
C
C
Circle
T
T
T
T
T
Tangential (smooth connection)
N
N
N
N
N
Normal (perpendicular)