Xr25 r25 – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 229
8-22
8
Cycles
TNC 407/TNC 415 B/TNC 425
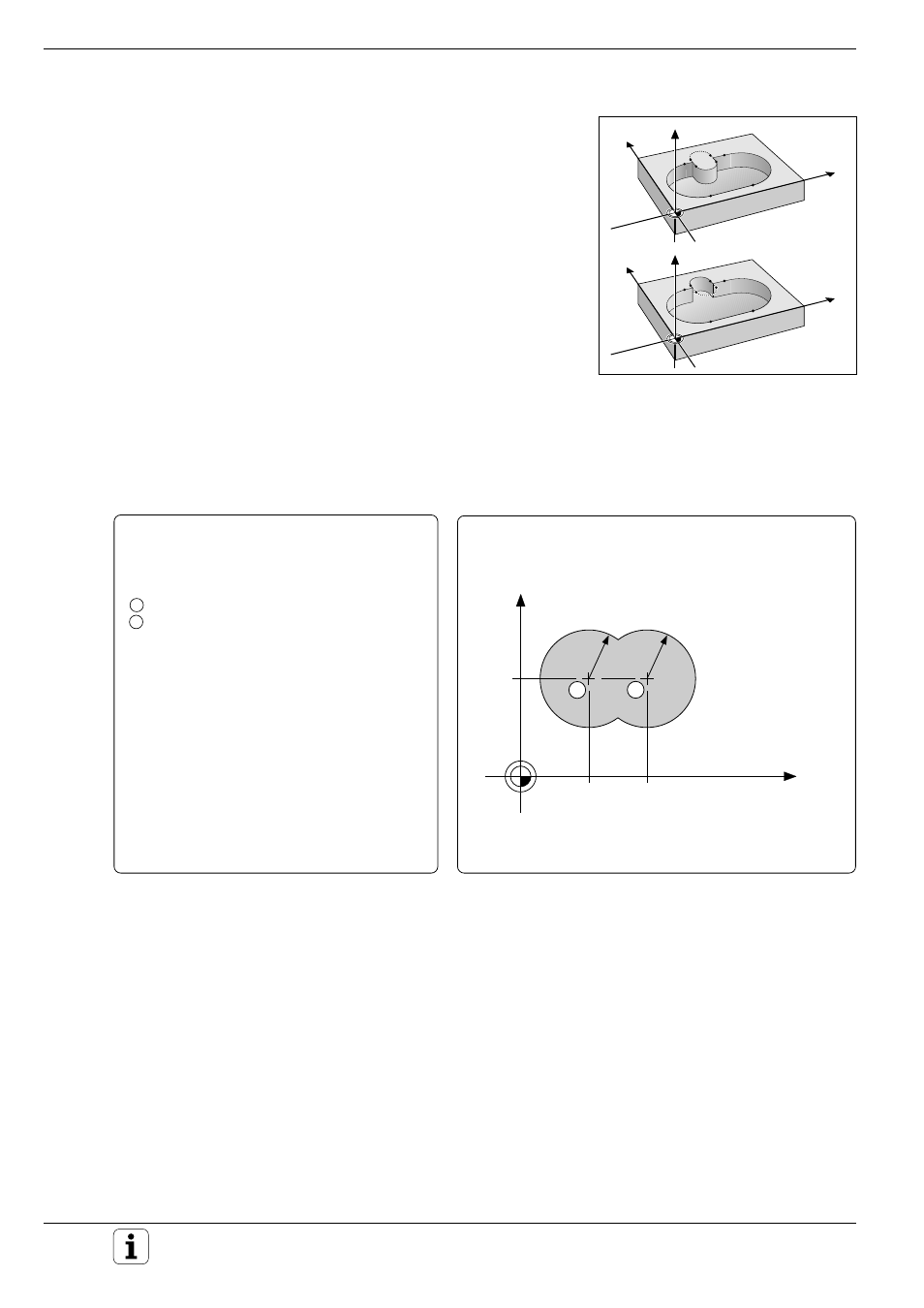
Fig. 8.17:
Example for overlapping contours
Y
X
Z
Y
X
Z
Overlapping contours
Pockets and islands can be overlapped to form a new contour. The area of
a pocket can thus be enlarged by another pocket or reduced by an island.
Starting position
Machining begins at the starting position of the first pocket listed in cycle
14 CONTOUR GEOMETRY. The starting position should be located as far
as possible from the superimposed contours.
Example: Overlapping pockets
The machining process starts with the first contour label defined in
block 6. The first pocket must begin outside the second pocket.
Inside machining with a center-cut end mill
(ISO 1641), tool radius: 3 mm
Coordinates of the circle centers:
1
X = 35 mm
Y
=
50 mm
2
X = 65 mm
Y
=
50 mm
Circle radii
R = 25 mm
Setup clearance:
2 mm
Milling depth:
10 mm
Pecking depth:
5 mm
Feed rate for pecking:
500 mm/min
Finishing allowance:
0
Rough-out angle:
0
Milling feed rate:
500 mm/min
Y
35
65
50
X
R25
R25
1
2
Continued...