2 simple fixed cycles, Pecking (cycle 1) – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 212
8-5
8
Cycles
TNC 407/TNC 415 B/TNC 425
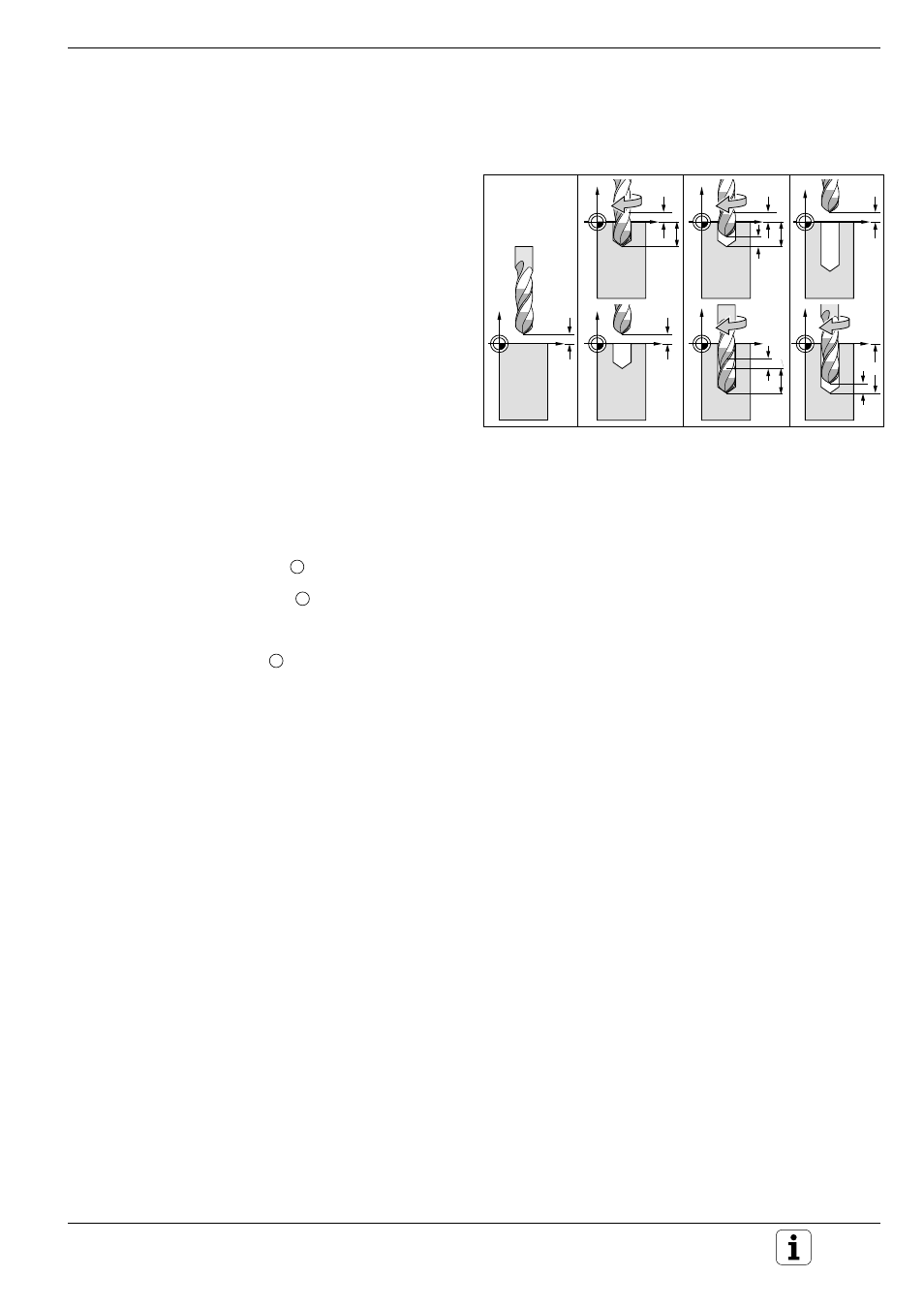
Fig. 8.1:
PECKING cycle
8.2 Simple Fixed Cycles
PECKING (Cycle 1)
Process:
• The tool drills from the starting point to the first
pecking depth at the programmed feed rate.
• After reaching the first pecking depth, the tool
retracts in rapid traverse FMAX to the starting
position and advances again to the first pecking
depth, minus the advanced stop distance t (see
calculations).
• The tool advances with another infeed at the
programmed feed rate.
• Drilling and retracting are performed alternately
until the programmed total hole depth is
reached.
• After a dwell time at the hole bottom, the tool is
retracted to the starting position in rapid traverse
FMAX for chip breaking.
Input data
• SETUP CLEARANCE
A
:
Distance between tool tip (at starting position) and workpiece surface
• TOTAL HOLE DEPTH
B
:
Distance between workpiece surface and bottom of hole (tip of drill
taper). The algebraic sign determines the working direction (a negative
value means negative working direction).
• PECKING DEPTH
C
:
Infeed per cut.
If the TOTAL HOLE DEPTH equals the PECKING DEPTH, the tool will
drill to the programmed total hole depth in one operation.
The PECKING DEPTH does not have to be a multiple of the TOTAL
HOLE DEPTH.
If the PECKING DEPTH is programmed greater than the TOTAL HOLE
DEPTH, the tool only advances to the specified TOTAL HOLE DEPTH.
• DWELL TIME IN SECONDS:
Amount of time the tool remains at the total hole depth for chip
breaking.
• FEED RATE F:
Traversing speed of the tool while drilling
Calculations
The advanced stop distance t is automatically calculated by the control:
• At a total hole depth of up to 30 mm: t = 0.6 mm
• At a total hole depth exceeding 30 mm: t = total hole depth / 50
maximum advanced stop distance: 7 mm
A
t
A
A
A
C
A
t
t
1.
2.
3.
4.
B
C
C