HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 216
8-9
8
Cycles
TNC 407/TNC 415 B/TNC 425
RIGID TAPPING (Cycle 17)
The machine and control must be specially prepared by the machine manufacturer to enable rigid tapping.
Process
The thread is cut without a floating tap holder in one or more passes.
Rigid tapping offers the following benefits over tapping with a floating tap
holder:
• Higher machining speeds
• Repeated tapping of the same thread; repetitions are made possible via
spindle orientation to the 0° position during cycle call (depending on
machine parameter 7160; see p.12-12).
• Increased traverse range of the spindle axis due to absence of a
floating tap holder
• The TNC calculates the feed rate depending on the rpm. If the rpm override control is used during tapping, the
feed rate will be automatically adjusted.
• The feed rate override control is not active.
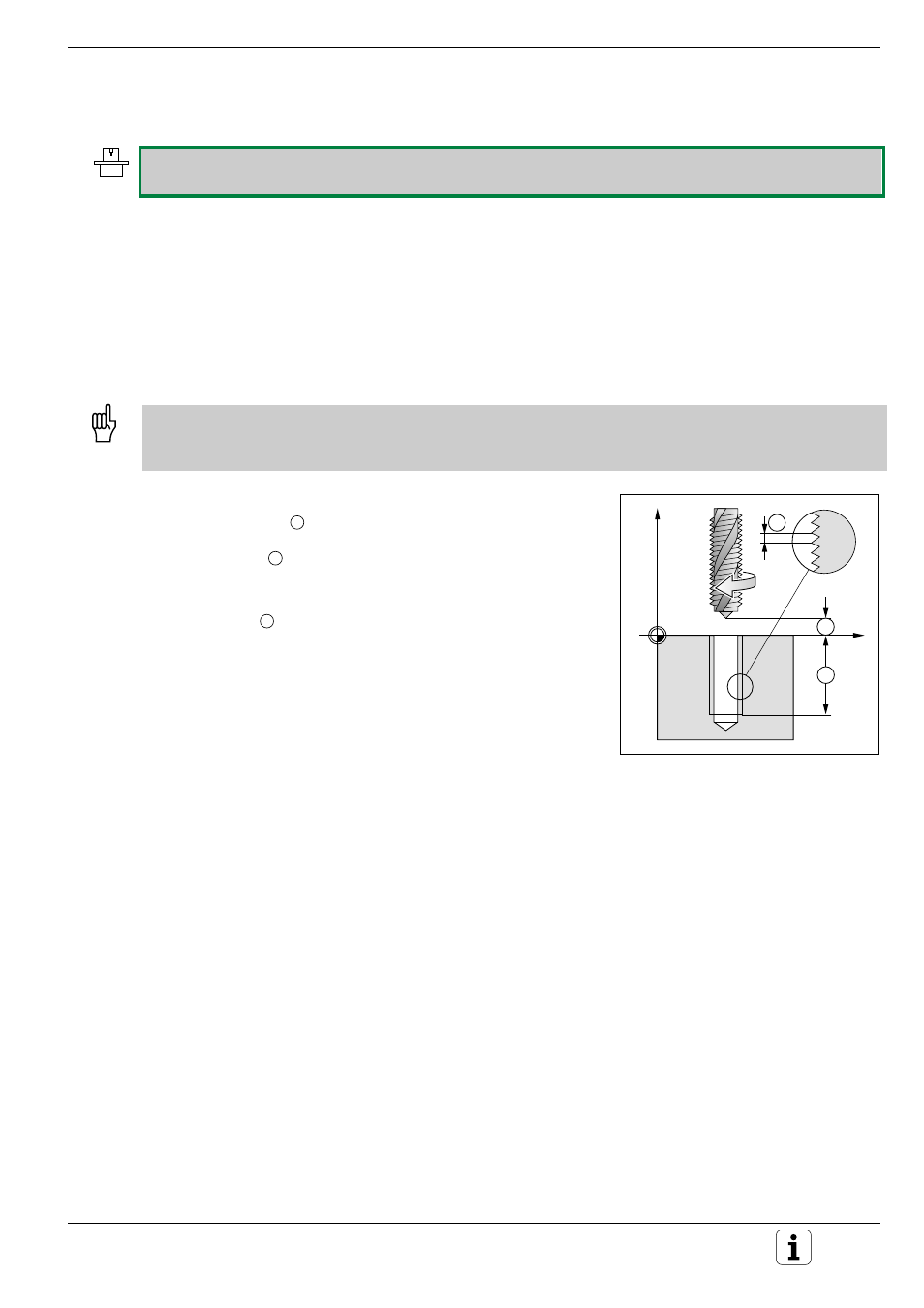
Input data
• SETUP CLEARANCE
A
:
Distance between tool tip (at starting position) and workpiece surface.
• TAPPING DEPTH
B
:
Distance between workpiece surface (beginning of thread) and end of
thread. The algebraic sign determines the working direction: a negative
value means negative working direction.
• THREAD PITCH
C
:
The sign differentiates between right-hand and left-hand threads:
+ = right-hand thread
–
= left-hand thread
C
Z
X
A
B
Fig. 8.3:
Input data for RIGID TAPPING
cycle