HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 107
TNC 425/TNC 415 B/TNC 407
5-8
5
Programming Tool Movements
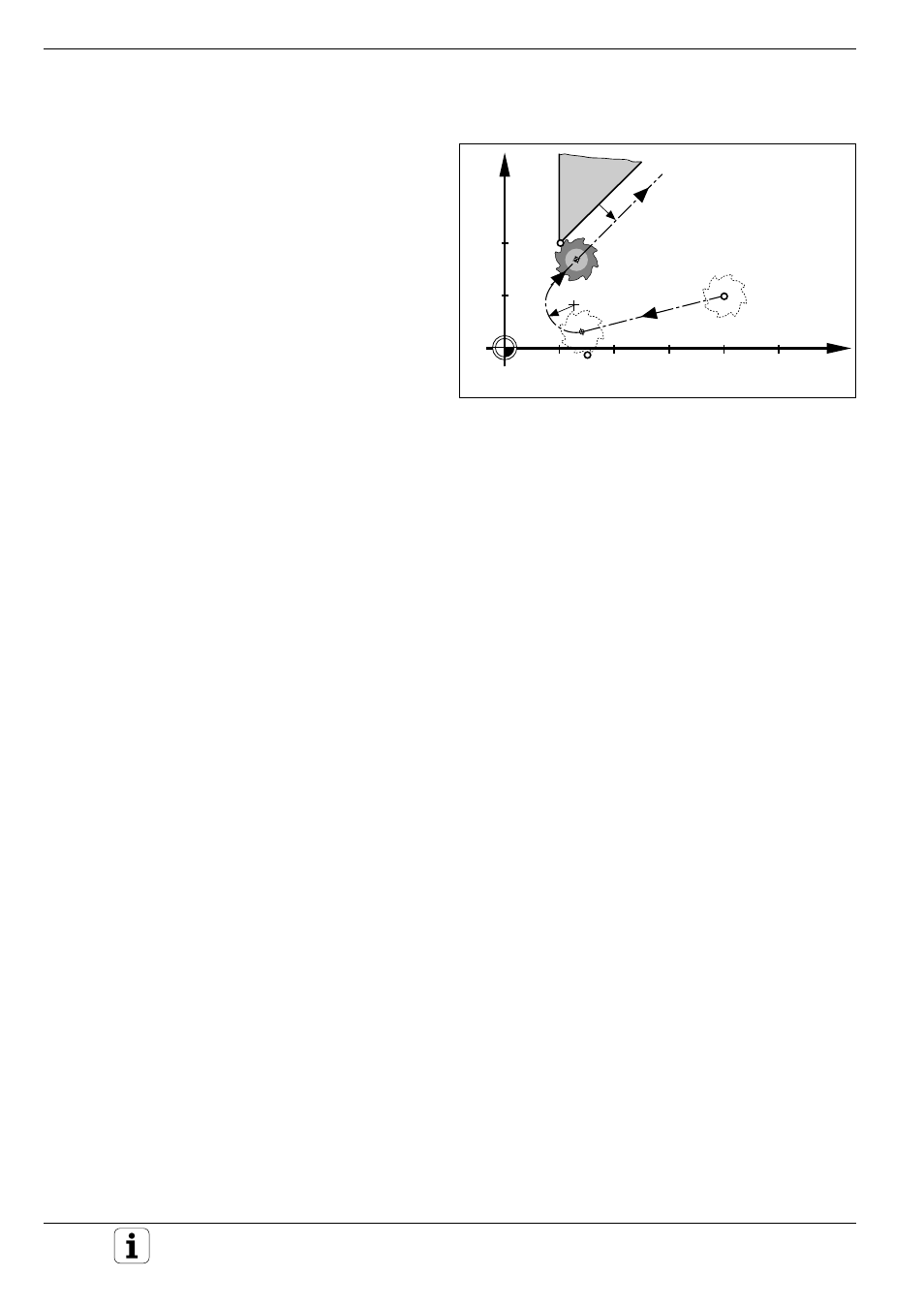
Circular arc as tangential connection from a straight line to the first contour element: APPR LCT
The tool moves on a straight line from the starting
position P
S
to an auxiliary point P
H
. From P
H
it
moves on an arc to the first contour point P
A
.
The arc is connected tangentially both to the line
from P
S
to P
H
as well as to the first contour ele-
ment. Once these two lines are known, the tool
radius compensation then suffices to completely
define the tool path.
This type of tool path is similar to the corner
rounding (RND) function described on page 5-30.
Input
• Coordinates of the first contour point P
A
• Radius R of the arc
• Tool radius compensation for machining
Algebraic sign for R
Always enter R as a positive value.
NC blocks
L X+40 Y+10 R0 FMAX M3 ................................ P
S
without radius compensation, rapid traverse, spindle ON with
clockwise rotation
APPR LCT X+10 Y+20 Z–10 R10 RR F100 ......... P
A
with radius compensation RR, machining feed rate,
Radius R = 10 mm
L .......................................................................... End point of the first contour element
Contour Approach and Departure
Fig. 5.9:
Contour approach on a circular arc tangentially connecting a
straight line and the workpiece contour
Y
X
10
20
30
40
50
10
20
P
S
RO
R
RR
P
H
RR
P
A