Rotation (cycle 10), Xy z, Yx z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 259
8-52
8
Cycles
TNC 407/TNC 415 B/TNC 425
Coordinate Transformation Cycles
ROTATION (Cycle 10)
Application
The coordinate system can be rotated about the active datum in the
machining plane within a program.
Activation
Rotation becomes active as soon as it is defined. You must move all axes
in the working plane so that the compensation is applied to all axes. This
cycle is also effective in the operating mode POSITIONING WITH
MANUAL DATA INPUT. An active radius compensation is cancelled by the
ROTATION cycle and thus must be reprogrammed.
Reference axis for the rotation angle:
• X/Y plane
X axis
• Y/Z plane
Y axis
• Z/X plane
Z axis
The active rotation angle is displayed in the additional status display.
Input data
The rotation angle is entered in degrees (°).
Input range: –360° to +360° (absolute or incremental)
Cancellation
Rotation is cancelled by entering a rotation angle of 0°.
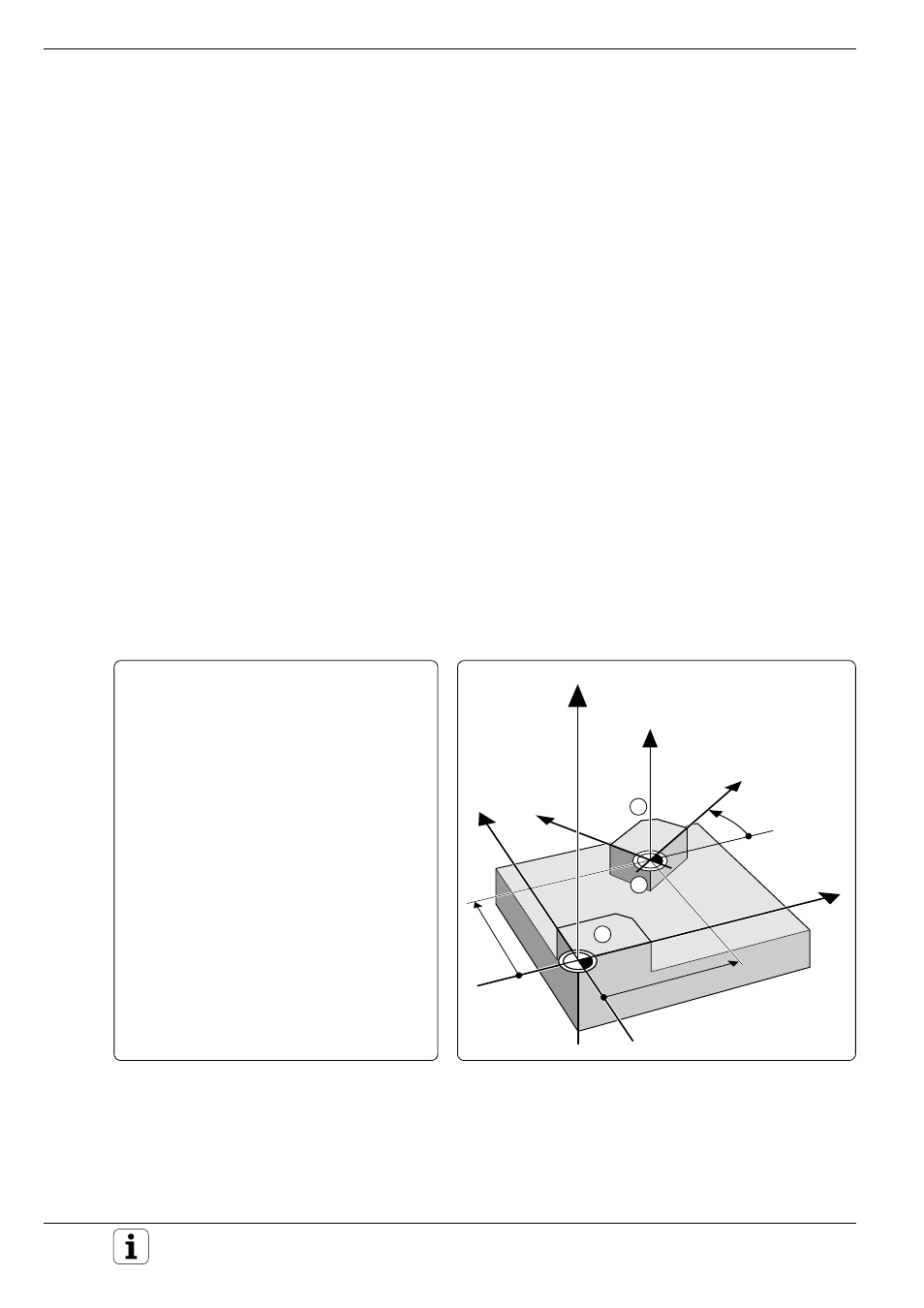
Example: Rotation
A contour (subprogram 1) is to be executed
once – as originally programmed – referenced
to the datum X+0/Y+0, and then rotated by
35° and referenced to position X+70 Y+60.
X
Y
Z
70
60
1
2
3
35
°
Y
X
Z
Continued...