8 examples for exercise – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 202
7-17
TNC 425/TNC 415 B/TNC 407
7
Programming with Q Parameters
7.8 Examples for Exercise
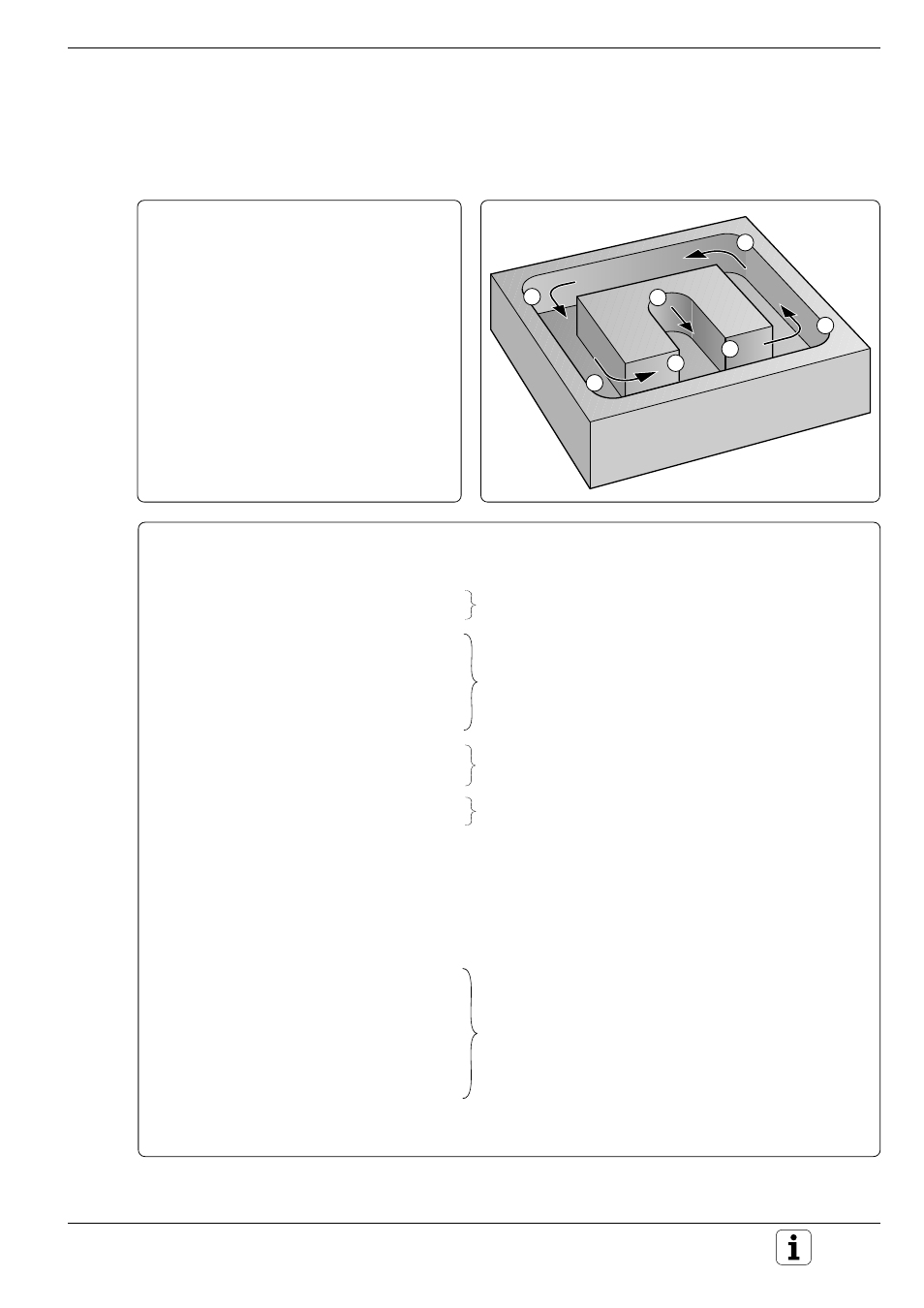
Rectangular pocket with island, corner rounding and tangential approach
Pocket center
coordinates:
X
=
50 mm (Q1)
Y
=
50 mm (Q2)
Pocket length
X
=
90 mm (Q3)
Pocket width
Y
=
70 mm (Q4)
Working depth
Z
= (–)15 mm (–Q5)
Corner radius R
R
=
10 mm (Q6)
Milling feed rate
F
= 200 mm/min (Q7)
17
21
23
25
27
29
19
Part program
0
BEGIN PGM QPEXAMP1 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
FN 0: Q1 = +50
4
FN 0: Q2 = +50
5
FN 0: Q3 = +90
6
FN 0: Q4 = +70
7
FN 0: Q5 = +15
8
FN 0: Q6 = +10
9
FN 0: Q7 = +200
10
TOOL DEF 1 L+0 R+5
11
TOOL CALL 1 Z S1000
12
L Z+100 R0 F MAX M6
13
FN4: Q13 = +Q3 DIV+2
14
FN4: Q14 = +Q4 DIV+2
15
FN4: Q16 = +Q6 DIV+4 ..................................... Rounding radius for tangential approach
16
FN4: Q17 = +Q7 DIV+2 ..................................... Feed rate in corners is half the feed rate for linear traverse
17
L X+Q1 Y+Q2 R0 F MAX M3 ............................. Pre-position in X and Y (pocket center), spindle on
18
L Z+2 F MAX ...................................................... Pre-position above the workpiece
19
L Z–Q5 FQ7 ........................................................ Move to working depth – Q5 (= –15 mm) with feed rate Q7
(= 100)
20
APPR LN IX+Q13 Y+Q2 LEN+Q14 RL F100 M3 . Approach the pocket
21
L IY+Q14
22
RND RQ6 FQ17
23
L IX–Q3
24
RND RQ6 FQ17
25
L IY–Q4
26
RND RQ6 FQ17
27
L IX+Q3
28
RND RQ6 FQ17
29
L IY+Q14
30
DEP LN LEN+20 F1000 ...................................... Retract to pocket center
31
L Z+100 F MAX M2 ............................................ Retract tool from workpiece
32
END PGM QPEXAMP1 MM
The length and width of the pocket are halved for the paths of
traverse in blocks 20, 21, 29
Define the tool and insert it
Begin program, define workpiece blank
Assign pocket data to the Q parameters
Mill the rectangular pocket