HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 80
4-21
TNC 425/TNC 415 B/TNC 407
4
Programming
Shortening or lengthening single-axis movements R+, R-
This type of radius compensation is possible only for single-axis move-
ments in the working plane: The programmed tool path is shortened (R-)
or lengthened (R+) by the tool radius.
Applications:
• Single-axis machining
• Occasionally for pre-positioning the tool, such as for a SLOT MILLING
cycle.
• You can enable R+ and R- by opening a positioning block with an orange axis key.
• The machine tool builder can set machine parameters to inhibit the possibility of programming single-axis
positioning blocks
Machining corners
RL
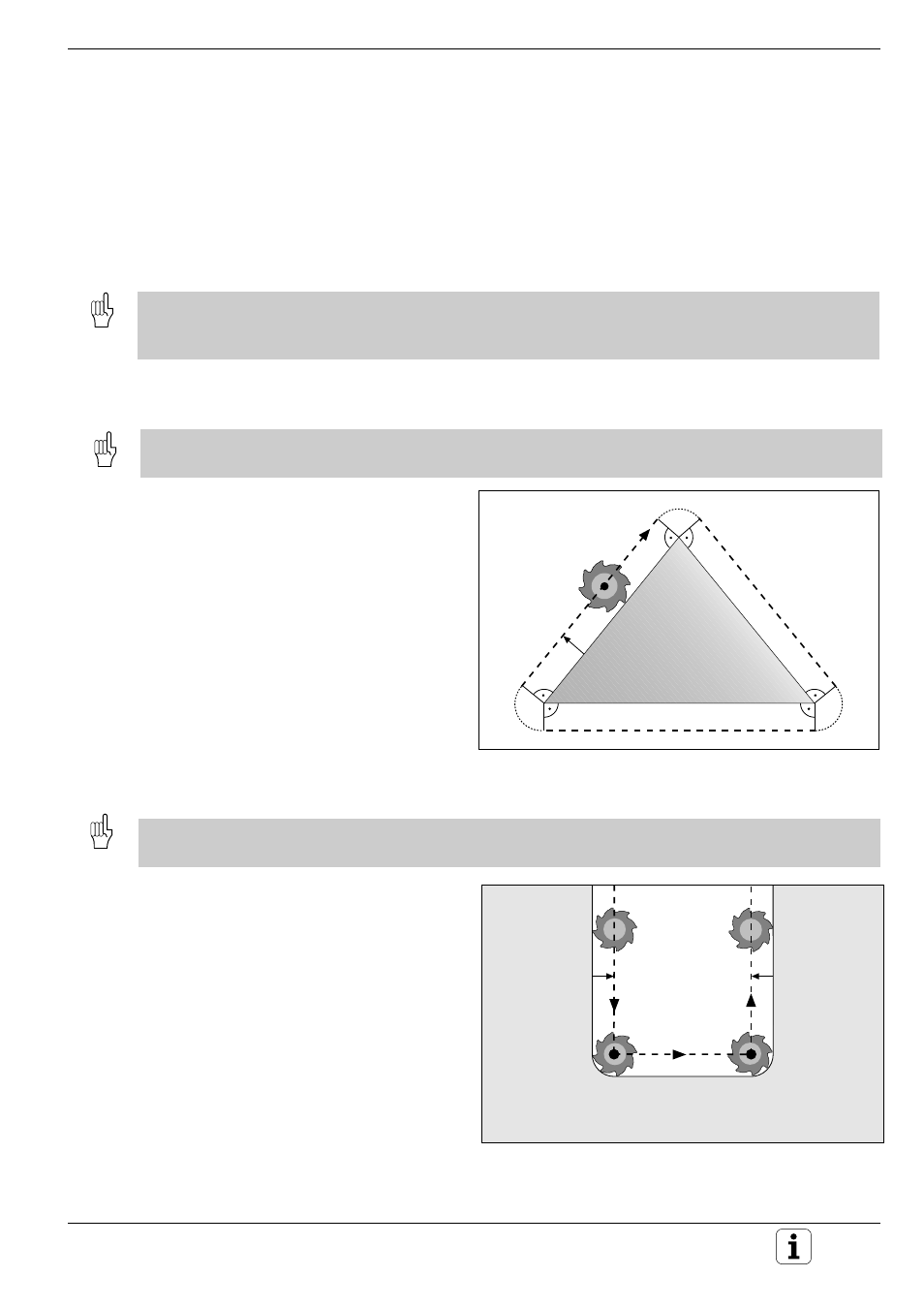
Fig. 4.13:
The tool “rolls around” outside corners
Fig. 4.15:
Tool path for inside corners
S
S
RL
RL
If you work without radius compensation, you can influence the machining of outside corners with M90 (see page
5-62).
Outside corners
The TNC moves the tool in a transitional arc around
outside corners. The tool “rolls around” the corner
point.
If necessary, the feed rate F is automatically re-
duced at outside corners to reduce machine strain,
for example at very great changes in direction.
Do not place the starting point (or end point) on a corner of an internal contour. Otherwise the TNC may gouge the
contour.
Inside corners
The TNC calculates the intersection of the tool
center paths at inside corners. From this point
it then starts the next contour element. This
prevents damage to the workpiece.
The permissible tool radius, therefore, is limited by
the geometry of the programmed contour.