HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 222
8-15
8
Cycles
TNC 407/TNC 415 B/TNC 425
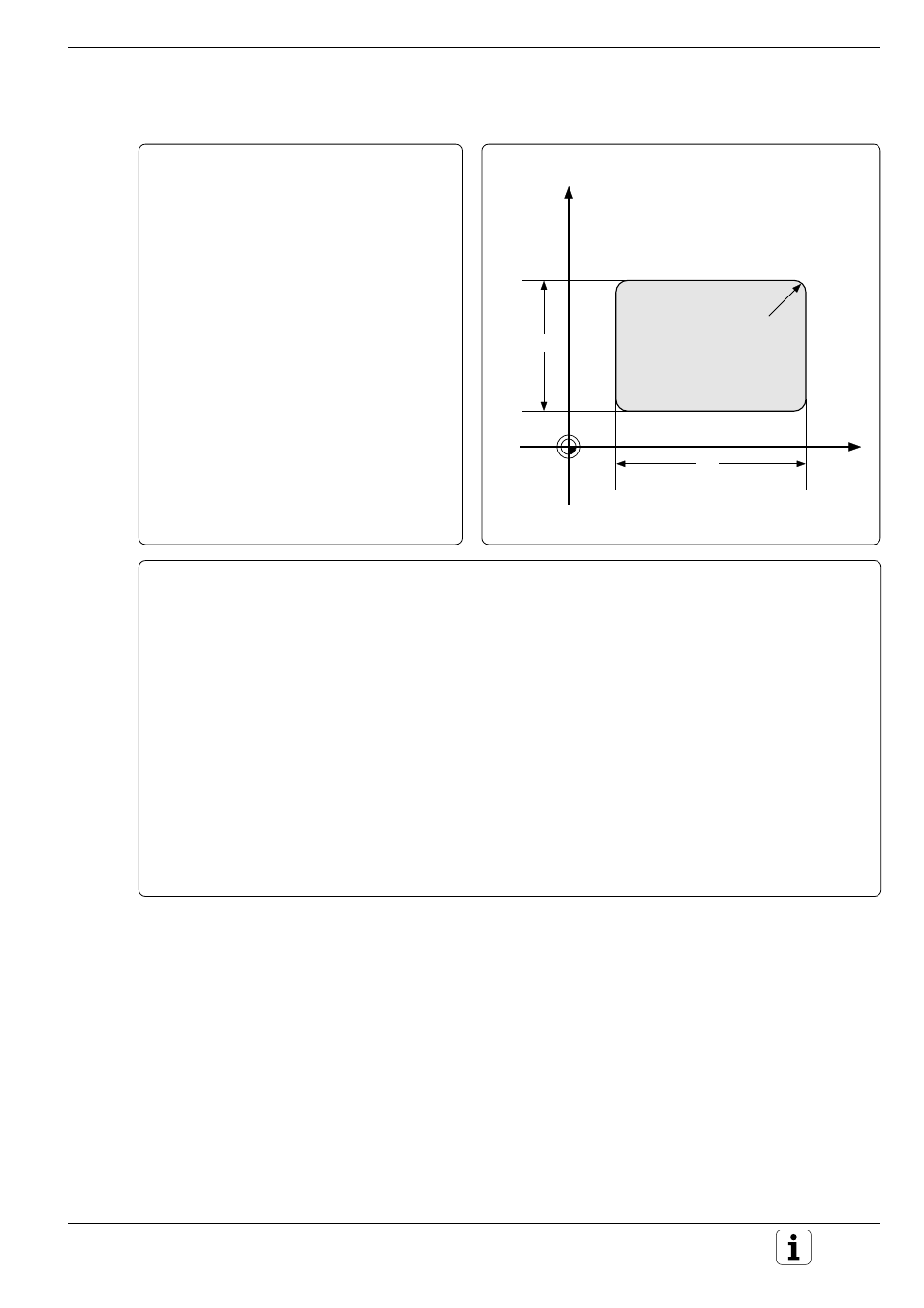
Y
X
20
100
15
55
80
40
R5
Example: Rectangular pocket milling
Pocket center coordinates:
X
= 60
mm
Y
= 35
mm
Setup clearance:
2
mm
Milling depth:
10
mm
Pecking depth:
4
mm
Feed rate for pecking:
80
mm/min
First side length:
80
mm
Second side length:
40
mm
Milling feed rate:
100
mm/min
Direction of cutter path:
+
POCKET MILLING cycle in a part program
0
BEGIN PGM POCKET MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+110 Y+100 Z+0.......................Note: BLK FORM has been changed!
3
TOOL DEF 1 L+0 R+5
4
TOOL CALL 1 Z S1000
5
CYCL DEF 4.0 POCKET MILLING
6
CYCL DEF 4.1 SET UP +2 .................................. Setup clearance
7
CYCL DEF 4.2 DEPTH –10 ................................. Milling depth
8
CYCL DEF 4.3 PECKG +4 F80 ............................ Pecking depth and feed rate for pecking
9
CYCL DEF 4.4 X+80 ........................................... First side length of pocket
10
CYCL DEF 4.5 Y+40 ........................................... Second side length of pocket
11
CYCL DEF 4.6 F100 DR+ RADIUS 0 .................. Feed rate and direction of cutter path
12
L Z+100 R0 F MAX M6
13
L X+60 Y+35 F MAX M3 .................................... Pre-positioning X and Y (pocket center), spindle on
14
L Z+2 F MAX ...................................................... Pre-positioning Z
15
CYCL CALL ......................................................... Cycle call
16
L Z+100 F MAX M2
17
END PGM POCKET MM