HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 237
8-30
8
Cycles
TNC 407/TNC 415 B/TNC 425
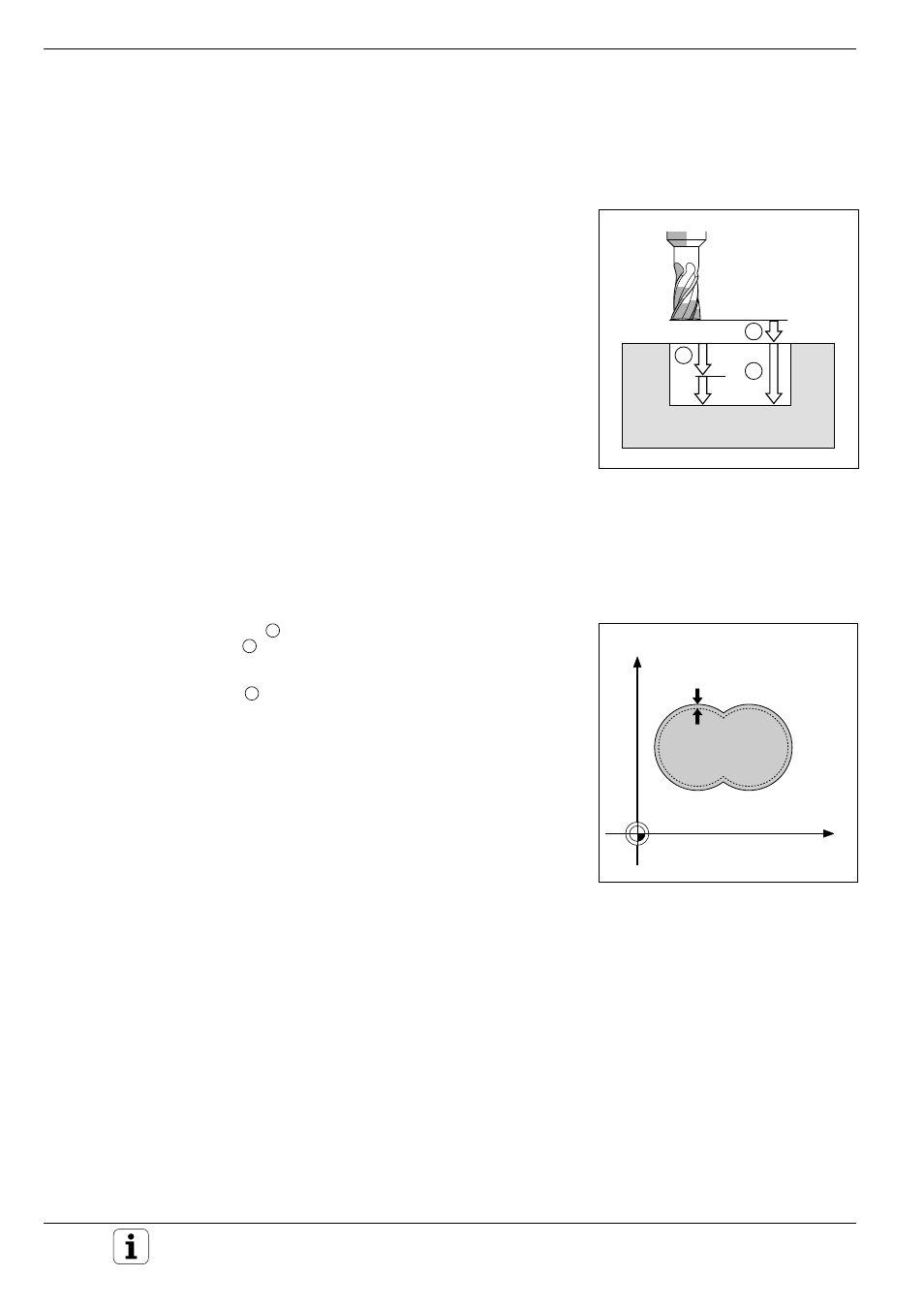
Fig. 8.32: Finishing allowance
Fig. 8.31:
Infeeds and distances for
CONTOUR MILLING
A
B
C
Y
X
D
CONTOUR MILLING (Cycle 16)
Cycle 16 CONTOUR MILLING is used to finish-mill the contour pocket.
The cycle can also be used generally for milling contours.
Process
• The tool is positioned at setup clearance over the first starting point
• Moving at the programmed feed rate, the tool then penetrates to the
first pecking depth
• On reaching the first pecking depth, the tool mills the first contour at
the programmed feed rate in the specified direction of rotation
• At the infeed point, the control advances the tool to the next pecking
depth
The process is repeated until the programmed milling depth is reached.
The remaining subcontours are milled in the same manner.
Required tool
The cycle requires a center-cut end mill (ISO 1641).
Input data
• SETUP CLEARANCE
A
• MILLING DEPTH
B
The algebraic sign determines the working direction (a negative value
means negative working direction).
• PECKING DEPTH
C
• FEED RATE FOR PECKING:
Traversing speed of the tool during penetration
• DIRECTION OF ROTATION FOR CONTOUR MILLING:
For M3 there is
DR+:
climb milling for pocket and island
DR–:
up-cut milling for pocket and island
• FEED RATE F:
Traversing speed of the tool in the machining plane