HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 56
TNC 425/TNC 415 B/TNC 407
3
Test Run and Program Run
3-8
0
ENT
GOTO
e.g.
4
e.g.
ENT
3
4
ENT
ENT
1
8
e.g.
2
1
I
Mid-program startup
The RESTORE POS AT N function must be enabled by the machine tool manufacturer.
With the RESTORE POS AT N feature (block scan) you can run a part
program beginning at any desired block. The TNC internally scans the
program blocks up to that point. The workpiece machining can be graphi-
cally simulated.
If a part program has been interrupted with an INTERNAL STOP, the TNC
automatically offers the interrupted block N for mid-program startup.
• Mid-program startup must not begin in a subprogram.
• All necessary programs, tables and pallet files must be selected in a program run
mode of operation.
• If the part program contains a programmed interruption before the startup block, the
block scan is interrupted. Press the machine START key to continue the block scan.
• After a block scan, return the tool to the calculated position with RESTORE
POSITION.
• If a program is nested, you can use machine parameter 7680 to determine whether the block scan should
start at block 0 of the main program or at block 0 of the last interrupted program.
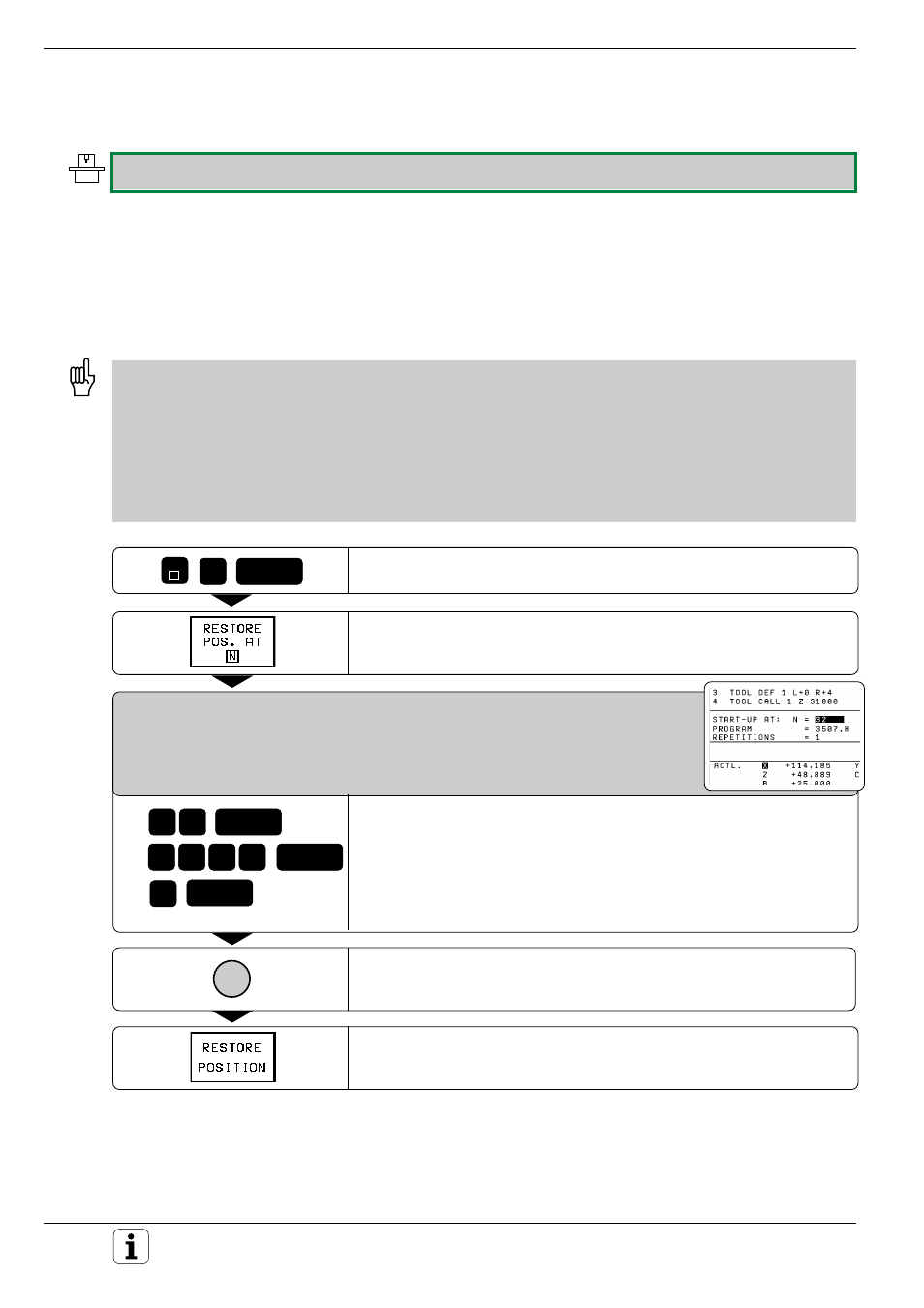
Go to the first block of the current program to start a block scan.
Select mid-program startup.
START-UP AT: N
=
PROGRAM
=
REPETITIONS
=
Enter the block number N at which the block scan should end.
Enter the name of the program containing the block N.
If block N is located in a program section repetition, enter the number
of repetitions to be calculated in the block scan.
Start the block scan.
Return to the contour (see next page).