Yx z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 218
8-11
8
Cycles
TNC 407/TNC 415 B/TNC 425
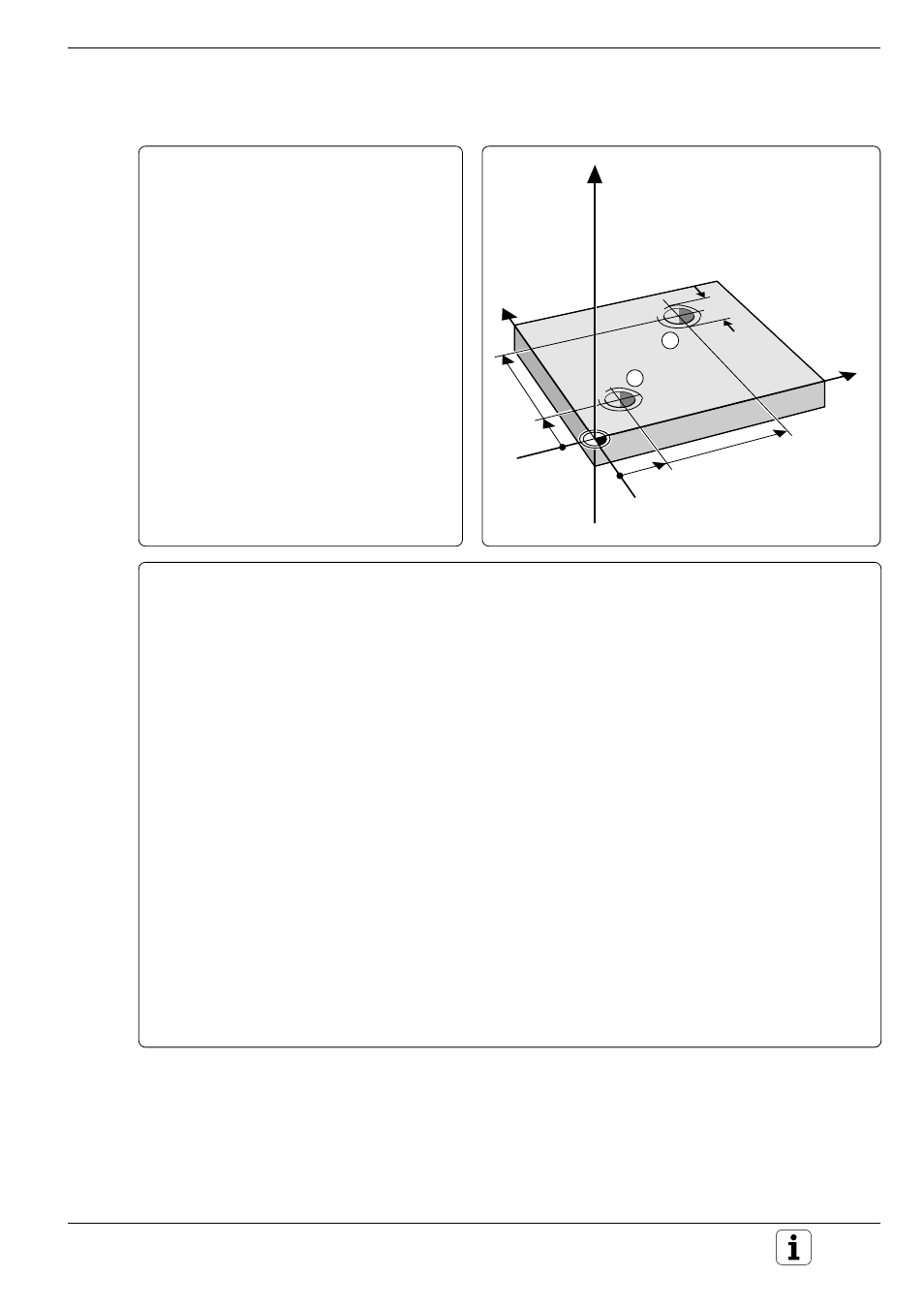
Example: Thread cutting with single-point tool
Cut thread M12 upwards in a through hole.
Coordinates of the holes:
X
= 20
mm
Y
= 20
mm
X
= 70
mm
Y
= 70
mm
Workpiece thickness:
20
mm
Pitch p:
1.75
mm
Speed:
100
rpm
Setup clearance above:
5
mm
Setup clearance below:
5
mm
THREAD CUTTING cycle in a part program
0
BEGIN PGM C18 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+6
4
TOOL CALL 1 Z S100
5
L Z+50 R0 FMAX
6
CYCL DEF 18.0 THREAD CUTTING
7
CYCL DEF 18.1 DEPTH +30 ............................... Thread depth, positive direction
8
CYCL DEF 18.2 PITCH –1.75 .............................. Thread pitch (since cutting direction is upwards)
9
L X+20 Y+20 R0 FMAX ...................................... Move to first hole in plane
10
CALL LBL 1 ........................................................ Call subprogram
11
L X+70 Y+70 R0 FMAX ...................................... Move to second hole in plane
12
CALL LBL 1 ........................................................ Call subprogram
13
L Z+100 R0 F MAX M2 ...................................... End of main program
14
LBL 1
15
CYCL DEF 13.0 ORIENTATION
16
CYCL DEF 13.1 ANGLE +0 ................................. Orient spindle to 0° to allow repeated cutting
17
L IX–2 R0 F 1000 ................................................ Offset tool in plane for collision-free plunging (depending on
core diameter)
18
L Z+5 R0 F MAX ................................................. Pre-position at rapid traverse in tool axis to setup clearance
above workpiece
19
L Z–30 R0 F 1000 ............................................... Pre-position at rapid traverse in tool axis to starting point
below
20
L IX+2 ................................................................. Move tool in plane to center of hole again
21
CYCL CALL ......................................................... Call cycle
22
LBL 0 .................................................................. End of subprogram
23
END PGM C18 MM
70
20
70
20
Y
X
Z
M12
2
1