HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 3
TNC 425/TNC 415 B/TNC 407
1-2
1
Introduction
1.1 The TNC 425, TNC 415 B and TNC 407
The TNCs are shop-floor programmable contouring controls for boring
machines, milling machines and machining centers with up to 5 axes. It
also features oriented spindle stop.
In the TNC, one operating mode for machine movement (machining
modes) and one for programming or program testing (programming
modes) are always simultaneously active.
The TNC 425
This control features digital control of machine axis speed. The TNC 425
provides high geometrical accuracy, even with complex workpiece
surfaces and at high speeds.
The TNC 415 B
The TNC 415 B uses an analog method of speed control in the drive
amplifier. All the programming and machining functions of the TNC 425
are also available on the TNC 415 B.
The TNC 407
The TNC 407 uses an analog method of speed control in the drive
amplifier. Most programming and machining functions of the TNC 425 are
also available on the TNC 407, with the following exceptions:
• Graphics during program run
• Tilting the machining plane
• Three-dimensional radius compensation
• Linear movement in more than three axes
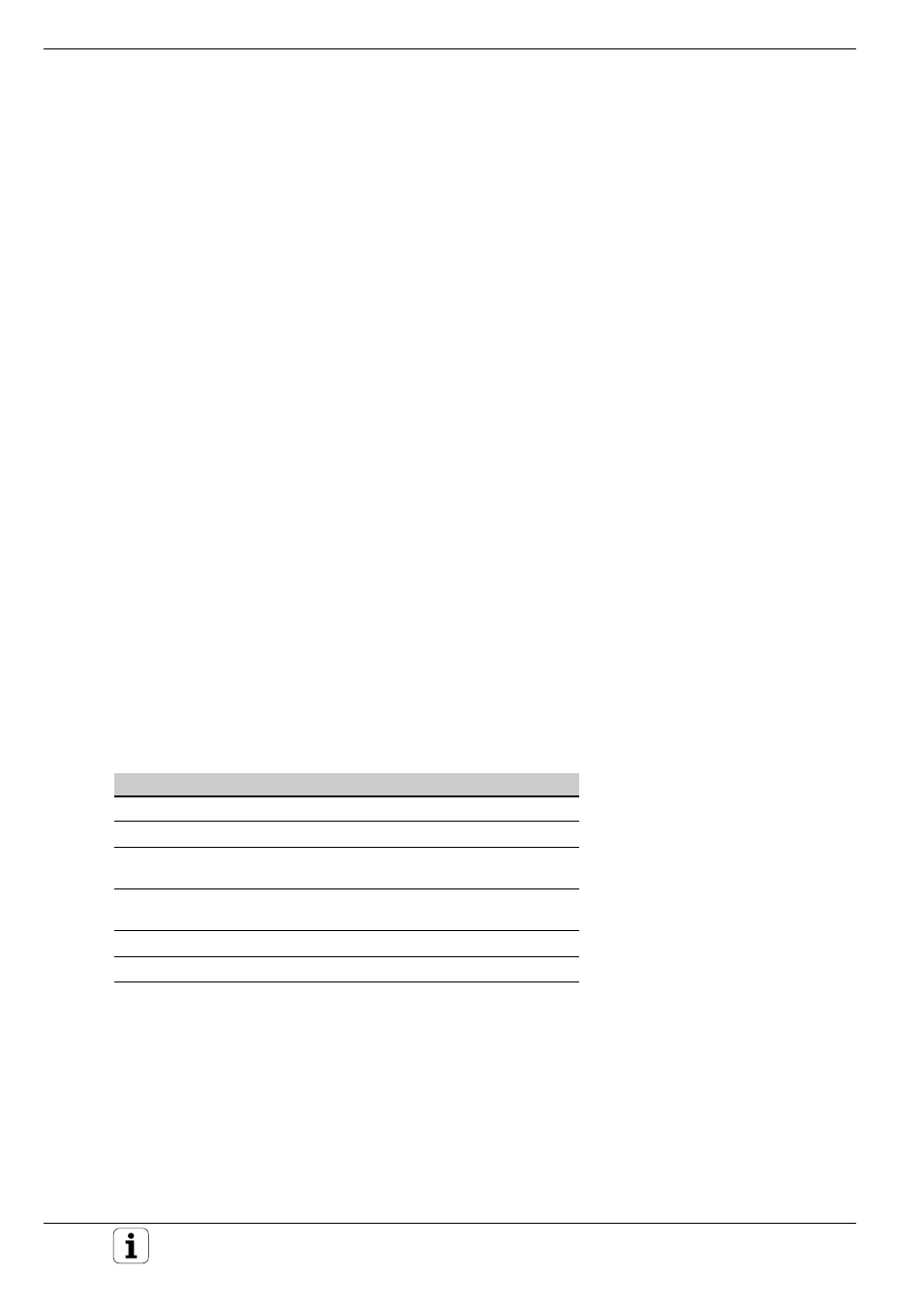
Technical differences between TNCs
TNC 425
TNC 415 B
TNC 407
Speed control
Digital
Analog
Analog
Block processing time
4 ms
4 ms
24 ms
Control loop cycle time:
Position controller
3 ms
2 ms
6 ms
Control loop cycle time:
Speed controller
0,6 ms
0.6 ms
---
Program memory
256 K byte
256 K byte
128 K byte
Input resolution
0.1 µm
0.1 µm
1 µm