HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 185
6-11
TNC 425/TNC 415 B/TNC 407
6
Subprograms and Program Section Repeats
1
2
1
1
3
7
4
2
1x
2x
4
1x
5
2x
6
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
30
LBL 1
31
L X+15 Y+10 R0 FMAX M3
32
L Z+2 FMAX
33
CALL LBL 2
34
L X+45 Y+60 FMAX
35
CALL LBL 2
36
L X+75 Y+10 FMAX
37
CALL LBL 2
38
LBL 0
39
LBL 2
40
L M99
41
L IX+20 F9999 M99
42
L IY+20 M99
43
L IX–20 M99
44
LBL 0
45
END PGM GROUPS2 MM
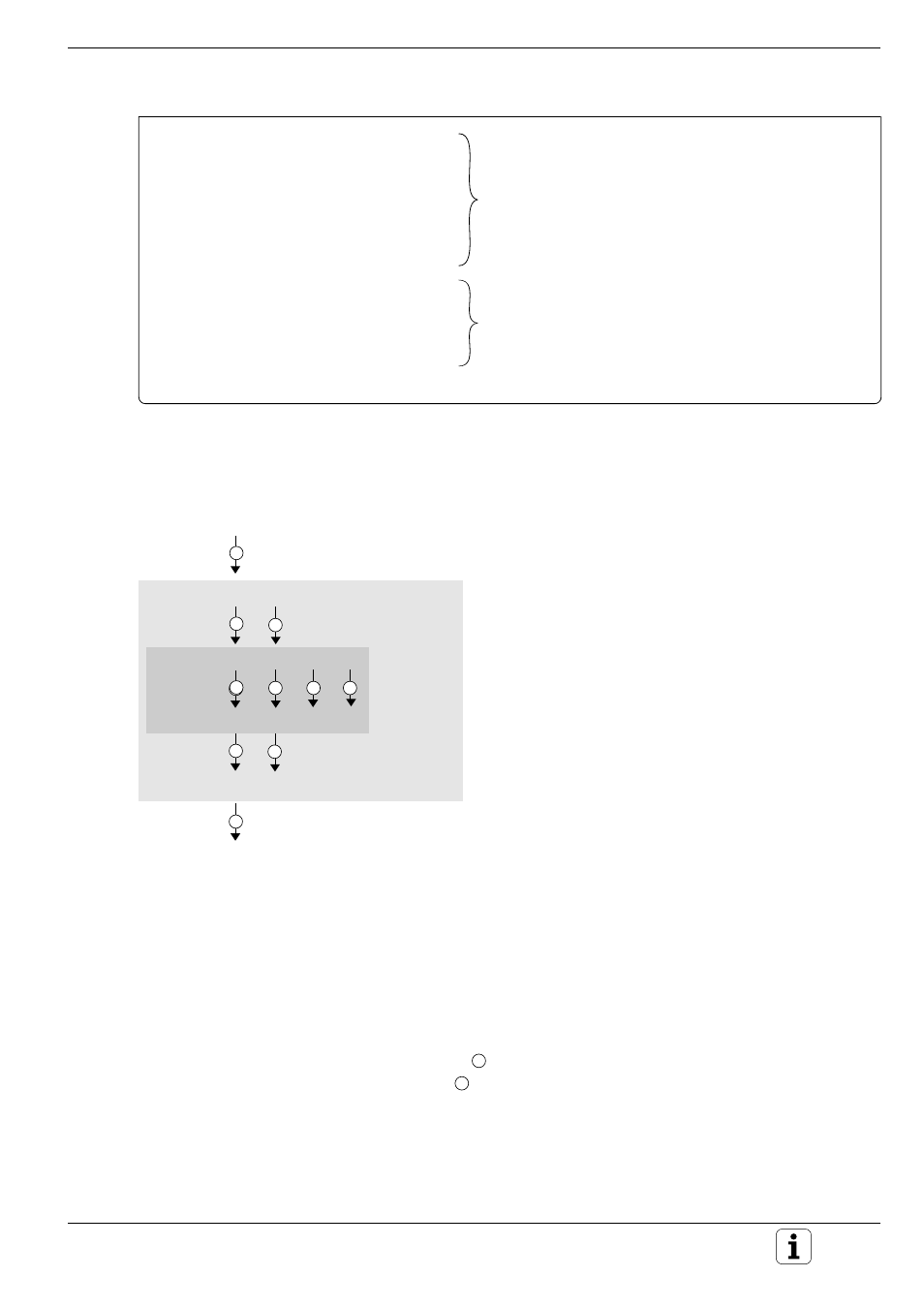
Repeating program section repeats
Program layout
0
BEGIN PGM REPS MM
e.g. 15
LBL 1
e.g. 20
LBL 2
e.g. 27
CALL LBL 2 REP 2/2 ................................ The program section between this block and LBL 2 (block 20)
is repeated twice
e.g. 35
CALL LBL 1 REP 1/1 ................................ The program section between this block and LBL 1 (block 15)
is repeated once
e.g. 50
END PGM REPS MM
Program execution
1st Step:
The main program REPS is executed up to block 27.
2nd Step: The program section between block 27 and block 20 is repeat-
ed twice.
3rd Step:
The main program REPS is executed from block 28 to block 35.
4th Step:
The program section from block 35 and block 15 is repeated
once.
5th Step:
Repetition of the second step within step
4
.
6th Step:
Repetition of the third step within step
4
.
7th Step:
The main program REPS is executed from block 36 to block 50,
end of program.
Move to the first hole position of each group, then call
subprogram 2
Machine first hole using cycle call, then move to and
machine the other three holes using the same cycle