HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 166
5-67
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
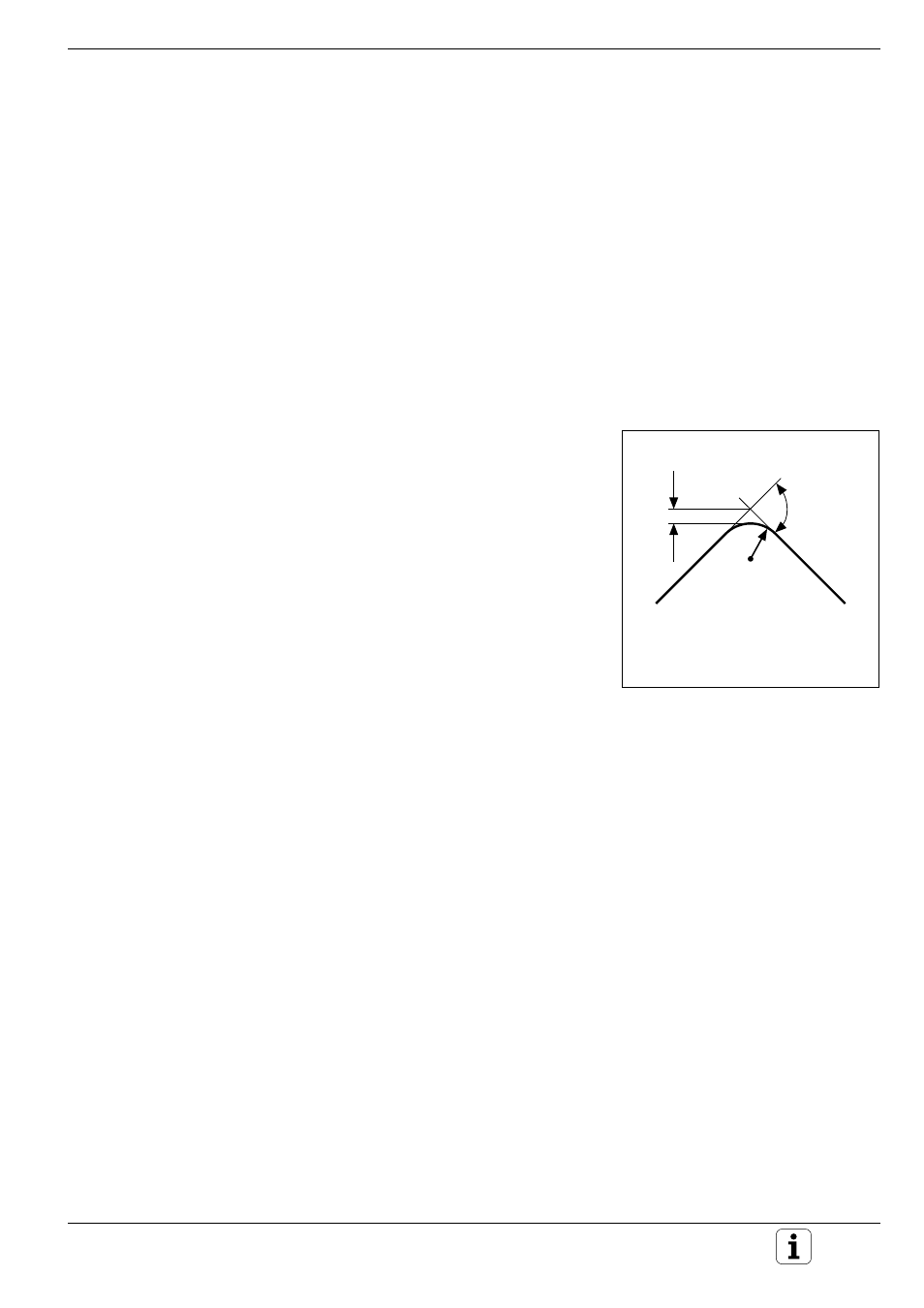
Fig. 5.59
Permissible deviation T from
the programmed contour
Feed rate at circular arcs: M109/M110/M111
Standard behavior – M111
The programmed feed rate refers to the center of the tool path.
Constant contouring speed at circular arcs (feed rate increase and decrease) – M109
The TNC reduces the feed rate for circular arcs at inside contours such
that the feed rate at the tool cutting edge remains constant. At an outside
contour the feed rate for circular arcs is correspondingly increased.
Constant contouring speed at circular arcs (feed rate decrease only) – M110
The TNC reduces the feed rate for circular arcs only at inside contours. At
outside contours the feed rate remains unchanged.
Insert rounding arc between straight lines: M112 T... A...
Standard behavior – without M112 T... A...
A contour consisting of many short straight lines is normally machined
such that the corners are cut as exactly as possible. When executing
programs without tool radius compensation, the feed rate is therefore
decreased to zero at corners.
Insert rounding arc between straight lines – with M112 T... A...
The TNC inserts an uncompensated rounding radius between two straight
lines. The size of the rounding radius depends on:
• the permissible deviation from the programmed
contour entered for T (value entered in mm; if
no deviation is entered, the TNC assumes the
permissible deviation to be infinite)
• the lengths of the two straight line segments
between which the rounding arc is to be inserted
• the programmed feed rate (override setting
100%) and the circular acceleration (defined by
the machine tool builder through machine
parameters).
From these three criteria, the TNC calculates three rounding arcs and
inserts the arc with the smallest radius. If necessary, the contouring feed
rate will automatically be reduced to comply with the programmed
tolerance. If you have entered a tolerance angle A, the TNC only takes the
programmed feed rate into account for calculation of the rounding arc if
the direction angle is greater than the programmed tolerance angle.
The permissible deviation T should be less than the programmed distance
between points.
NC block: L X+123.723 Y+25.491 R0 FMAX M112 T0.005 A45
Parameter programming
You can also define T through Q parameters.
Duration of effect
M112 T... A... is effective during operation with feed precontrol as well
as with servo lag. To cancel M112 T... A..., enter M113.
M Functions for Contouring Behavior
R
T
A