Activate tool radius compensation – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 79
TNC 425/TNC 415 B/TNC 407
4-20
4
Programming
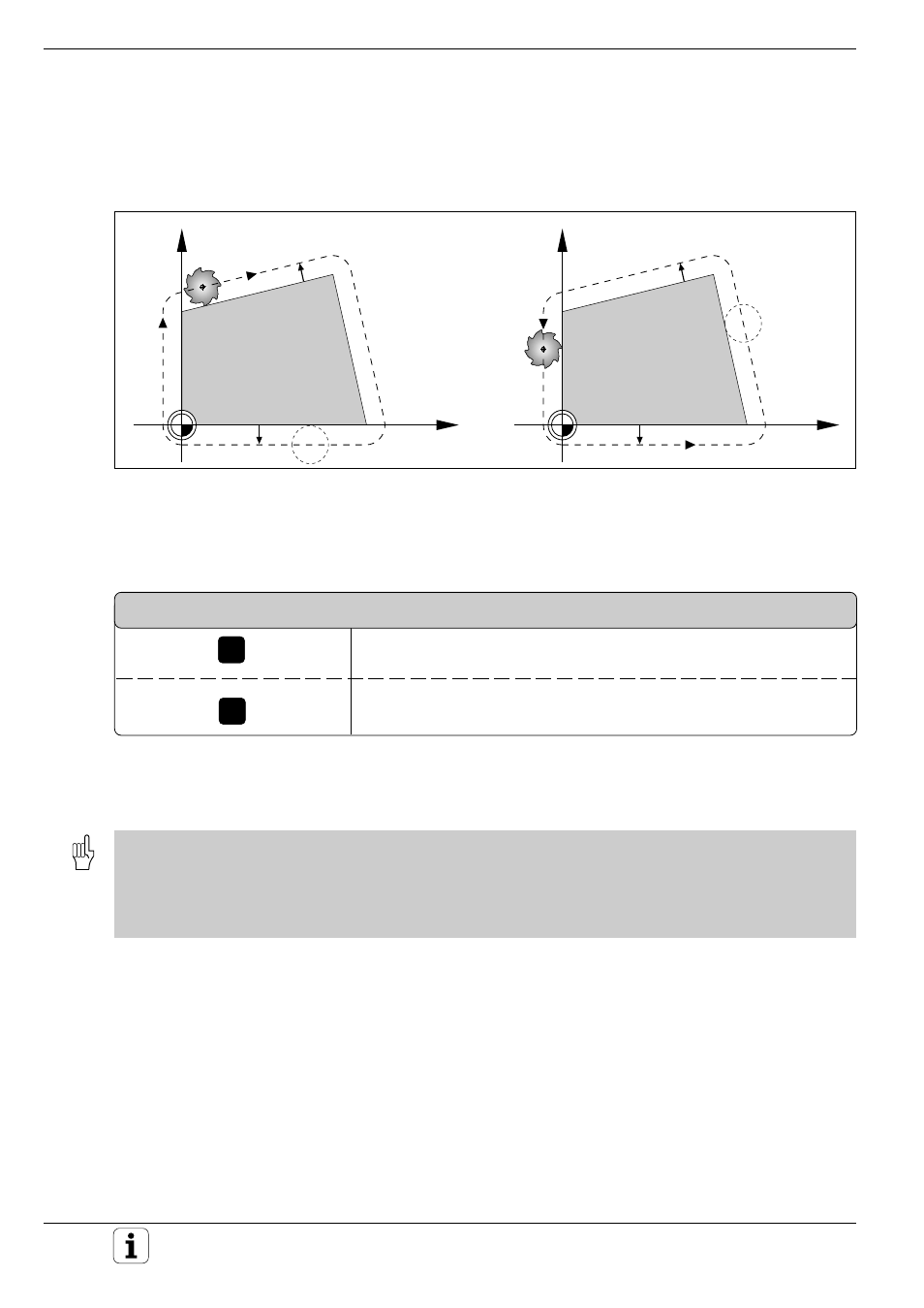
Fig. 4.12:
The tool moves to the left (RL) or to the right (RR) of the workpiece during milling
R-
L
R
+
R
R
Y
X
R
RL
R
Y
X
R
RR
.
.
.
To position with radius compensation:
TOOL RADIUS COMP.RL/RR/NO COMP.?
Select tool movement to the left of the programmed contour.
Select tool movement to the right of the programmed contour.
Tool movement with radius compensation RR, RL
The tool center moves to the left (RL) or to the right (RR) of the pro-
grammed contour at a distance equal to the radius. Right or left is meant
as seen in the direction of tool movement as if the workpiece were
stationary.
• Between two program blocks with different radius compensation values you must program at least one block
without radius compensation (that is, with R0).
• Radius compensation is not in effect until the end of the block in which it is first programmed.
• The TNC always positions the tool perpendicular to the starting or end point during activation and deactivation of
radius compensation. Always position the tool in front of the first contour point (or behind the last contour point)
so that the tool will not gouge the workpiece.