HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 168
5-69
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
M Functions for Contouring Behavior
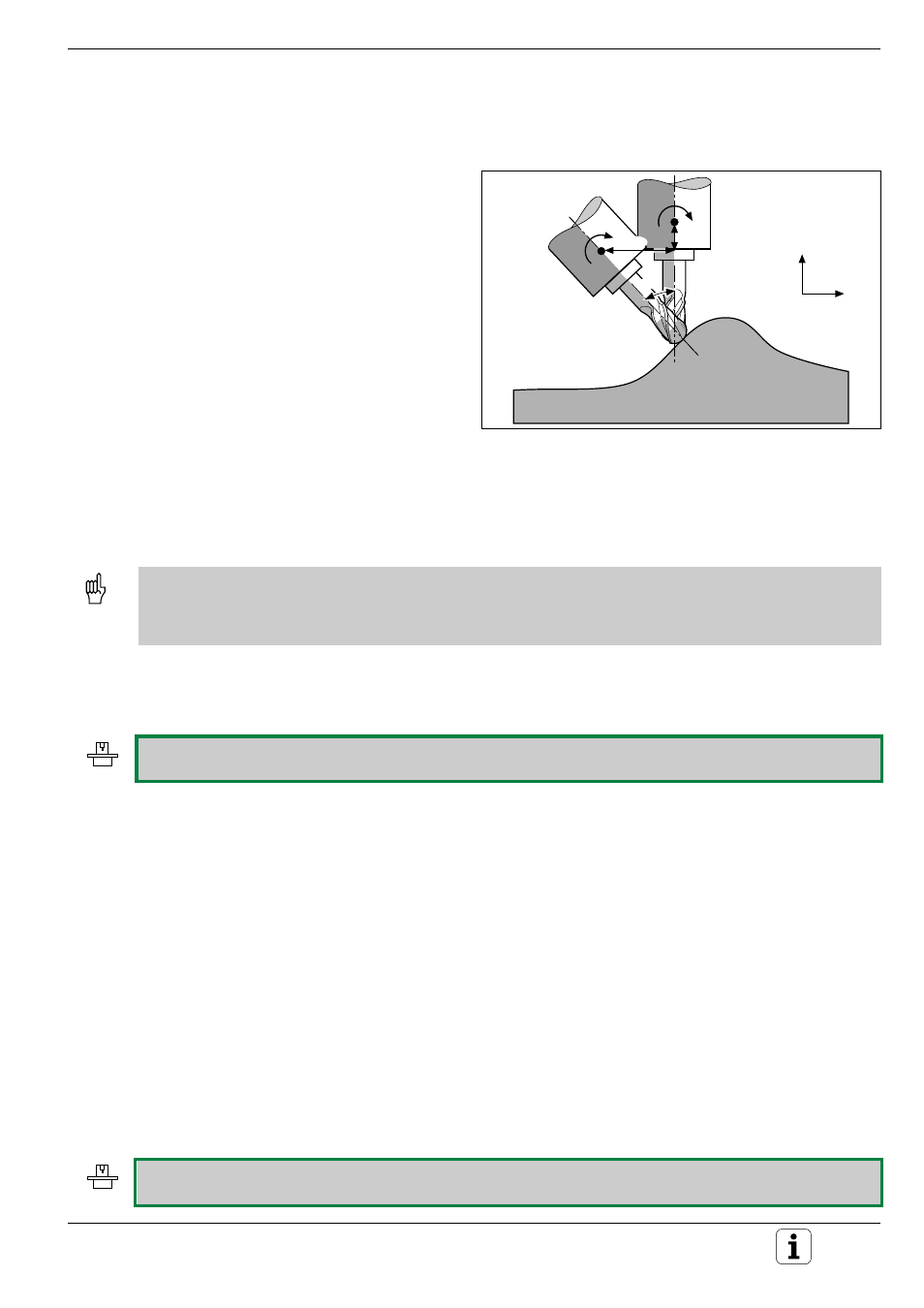
Fig. 5.60:
Offsetting the tool datum while swivelling the tool
B
dz
Z
X
B
dx
dB
Automatic compensation of machine geometry when working with tilted axes: M114
(not on TNC 407)
Standard behavior – without M114
The TNC moves the tool to the positions given in
the part program. The tool offset resulting from a
tilted axis and the machine geometry must be
calculated by a postprocessor.
Automatically compensating the machine
geometry – with M114
The TNC compensates the tool offset resulting
from positioning with tilted axes. It calculates a 3D
length compensation. The radius compensation
must be calculated by a CAD system or by a
postprocessor. A programmed radius compensation
(RL or RR) results in the error message ILLEGAL
NC BLOCK.
If you write the NC program with a postprocessor,
it therefore need not calculate the machine geome-
try.
If the tool length compensation is calculated by the TNC, the programmed
feed rate refers to the point of the tool, otherwise it refers to the tool
datum.
If you are working with a controlled swivel head you can interrupt the program and change the position of the
swivel axis (e.g. with the handwheel). With the RESTORE POS. AT N function (see “Mid-program startup,” page 3-
8) you can return the tool its previous machining position. The TNC then automatically calculates the new position
of the swivel axis.
Duration of effect
M114 is cancelled by M115 or by an END PGM block.
The machine geometry must be entered in the machine parameters 7510 and following by the machine tool
builder.
Feed rate in mm/min on rotary axes A, B, C: M116
Standard behavior – without M116
The TNC interprets the programmed feed rate in a rotary axis in degrees/
min. The contouring feed rate therefore depends on the distance from the
tool center to the center of the rotary axis. The larger this distance
becomes, the greater the contouring feed rate is.
Feed rate in mm/min on rotary axes – with M116
The TNC interprets the programmed feed rate in a rotary axis in mm/min.
The contouring feed rate does not depend on the distance from the tool
center to the center of the rotary axis.
Duration of effect
M116 is effective until the program ends (END PGM block) and is then
automatically cancelled.
The machine geometry must be entered in the machine parameters 7510 and following by the machine tool builder.